

进阶篇:3.5)DFM-粉末冶金件设计
本章目的:设计出符合粉末冶金工艺要求的零件。
1.基础阅读
①进阶篇:1)DFMA方法的运用;
②需要一台FDM3d打印机:请查看
进阶篇:2)结构设计装备必备;
2.粉末冶金概念
大量的结构件、轴承和齿轮等都是有粉末状原材料生产出来的。这种工艺被称为粉末冶金,不过零件也可以利用非金属粉末,例如陶瓷等,通过同样的方法来生产。
在所使用的的主要加工过程中,原材料粉末混合后被压制到要求的形状容器中。随后压实的形状在可控环境下加热,将颗粒粘结在一起。随后压实的形状在可控环境下加热,将颗粒粘结在一起,生产出满足要求特性的零件。

3.粉末冶金压制和顶出
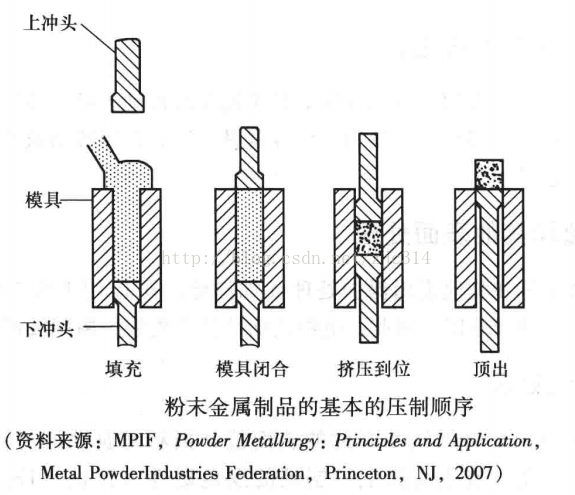
//注:这里一定要和塑胶模具有区别,所以这也是粉末冶金件不能完全按照塑胶件设计的原因。
4.为什么多层零件要多个下冲头
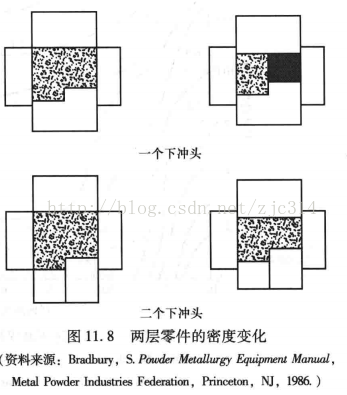
许多粉末冶金零件是由一些在压制方向上不同的厚度层所组成。为了取得均匀的压制密度和均匀的性能,这些不同的层必须被分别运动的冲头来压制。例如,图11.8显示了一个具有两个层的零件截面图,如果只用一个在其上表面上加工有台阶的下冲头来压制,在图示的粉末立柱上不同的层将得到不同的压缩比,在压坯薄的部分将导致更髙的密度。为了取得更均匀的密度,有必要采用分开的单独运动的下冲头,使其具有相对运动控制,从而实现每一层都能获得相同的压缩比。
5.粉末冶金零件复杂程度
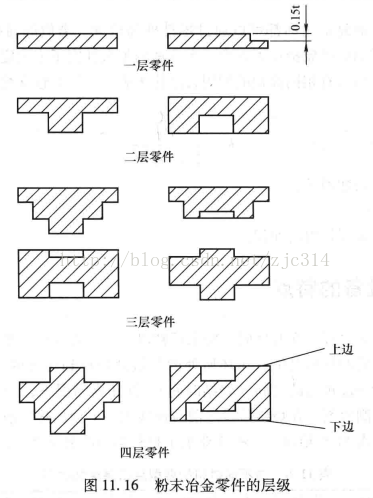
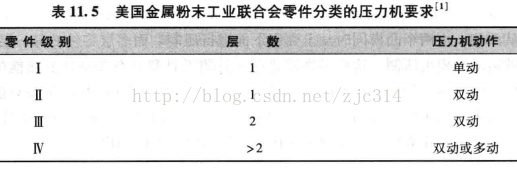
美金属粉末工业联合会(MPIF),把零件复杂程度分为如下四级:
Ⅰ级-任何轮廓的一层薄型零件;
II级-任何轮廓的一层后型零件;
III级-任何厚度和轮廓的两层零件;
ⅠV级-任何厚度和轮廓的多层零件;
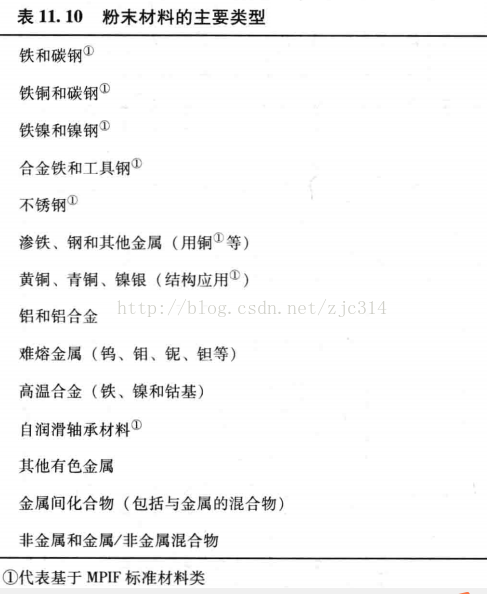
6.粉末冶金材料
7.粉末冶金零件设计指南
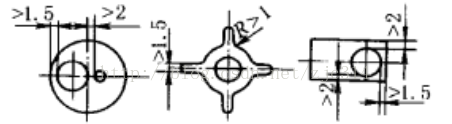
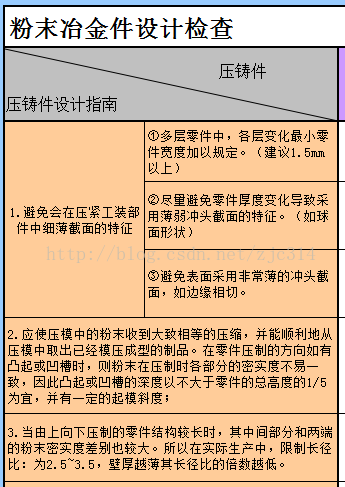
7.1 避免会在压紧工装部件中细薄截面的特征
①多层零件中,各层变化最小零件宽度加以规定。(建议1.5mm以上)
②尽量避免零件厚度变化导致采用薄弱冲头截面的特征。(如球面形状)
③避免表面采用非常薄的冲头截面,如边缘相切。
7.2 应使压模中的粉末收到大致相等的压缩,并能顺利地从压模中取出已经模压成型的制品。在零件压制的方向如有凸起或凹槽时,则粉末在压制时各部分的密实度不易一致,因此凸起或凹槽的深度以不大于零件的总高度的1/5为宜,并有一定的起模斜度;
7.3 当由上向下压制的零件结构较长时,其中间部分和两端的粉末密实度差别也较大。所以在实际生产中,限制长径比:为2.5~3.5,壁厚越薄其长径比的倍数越低。
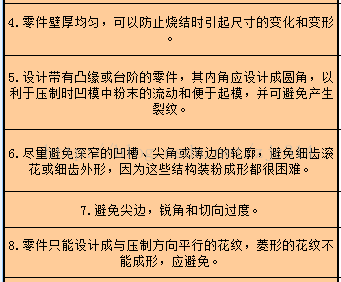
7.4 零件壁厚均匀,可以防止烧结时引起尺寸的变化和变形。
7.5 设计带有凸缘或台阶的零件,其内角应设计成圆角,以利于压制时凹模中粉末的流动和便于起模,并可避免产生裂纹。
7.6 尽量避免深窄的凹槽、尖角或薄边的轮廓,避免细齿滚花或细齿外形,因为这些结构装粉成形都很困难。
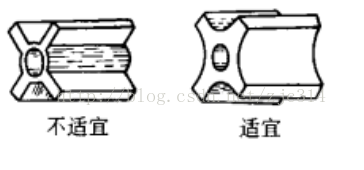
7.7 避免尖边,锐角和切向过度。
7.8 零件只能设计成与压制方向平行的花纹,菱形的花纹不能成形,应避免。
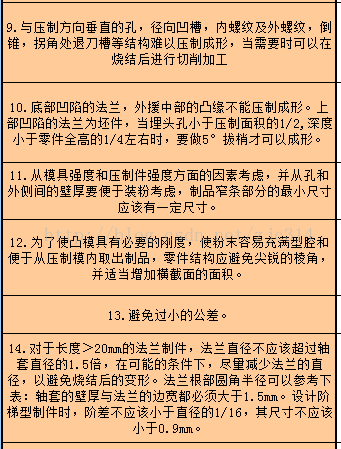
7.9 与压制方向垂直的孔,径向凹槽,内螺纹及外螺纹,倒锥,拐角处退刀槽等结构难以压制成形,当需要时可以在烧结后进行切削加工。
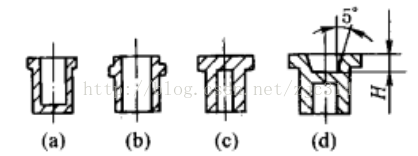
7.10 底部凹陷的法兰,外援中部的凸缘不能压制成形。上部凹陷的法兰为坯件,当埋头孔小于压制面积的1/2,深度小于零件全高的1/4左右时,要做5°拔梢才可以成形。
7.11 从模具强度和压制件强度方面的因素考虑,并从孔和外侧间的壁厚要便于装粉考虑,制品窄条部分的最小尺寸应该有一定尺寸。
7.12 为了使凸模具有必要的刚度,使粉末容易充满型腔和便于从压制模内取出制品,零件结构应避免尖锐的棱角,并适当增加横截面的面积。
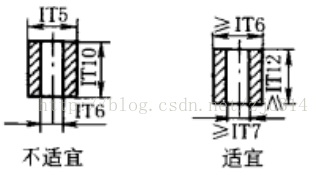
7.13 避免过小的公差。
7.14 对于长度>20mm的法兰制件,法兰直径不应该超过轴套直径的1.5倍,在可能的条件下,尽量减少法兰的直径,以避免烧结后的变形。法兰根部圆角半径可以参考下表:
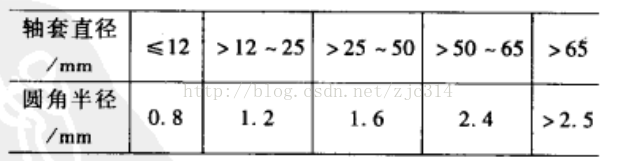
轴套的壁厚与法兰的边宽都必须大于1.5mm。
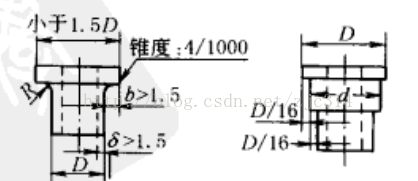
设计阶梯型制件时,阶差不应该小于直径的1/16,其尺寸不应该小于0.9mm。
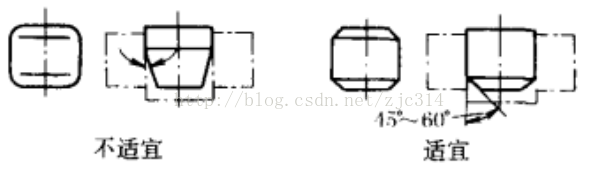
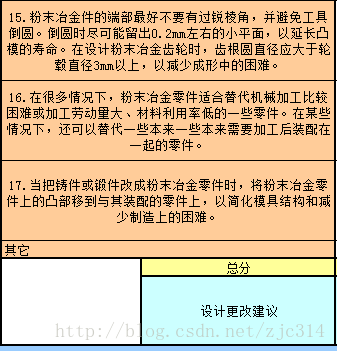
7.15 粉末冶金件的端部最好不要有过锐棱角,并避免工具倒圆。倒圆时尽可能留出0.2mm左右的小平面,以延长凸模的寿命。
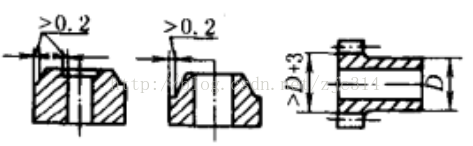
在设计粉末冶金齿轮时,齿根圆直径应大于轮毂直径3mm以上,以减少成形中的困难。
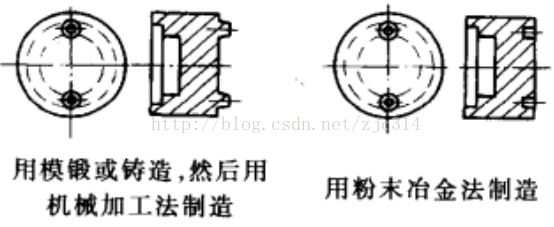
7.16 在很多情况下,粉末冶金零件适合替代机械加工比较困难或加工劳动量大、材料利用率低的一些零件。在某些情况下,还可以替代一些本来一些本来需要加工后装配在一起的零件。
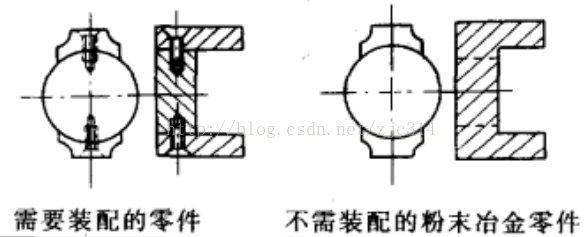
7.17 当把铸件或锻件改成粉末冶金零件时,将粉末冶金零件上的凸部移到与其装配的零件上,以简化模具结构和减少制造上的困难。
//出于成本的考虑,复杂零件并不适合粉末冶金工艺。
粉末冶金的模具是很便宜的,一般不超过万元(陶瓷的经验,其他材料可能不同),但单个零件本身却比较贵。
实际上工艺本身并不是那么趋向于大量生产类型的,但粉末冶金的零件有其无可取代的可靠性需求(耐磨等),所以工艺也无法简单取代。
相对于注射、压铸等,零件便宜但模具很贵,才是真正适合量产的工艺。
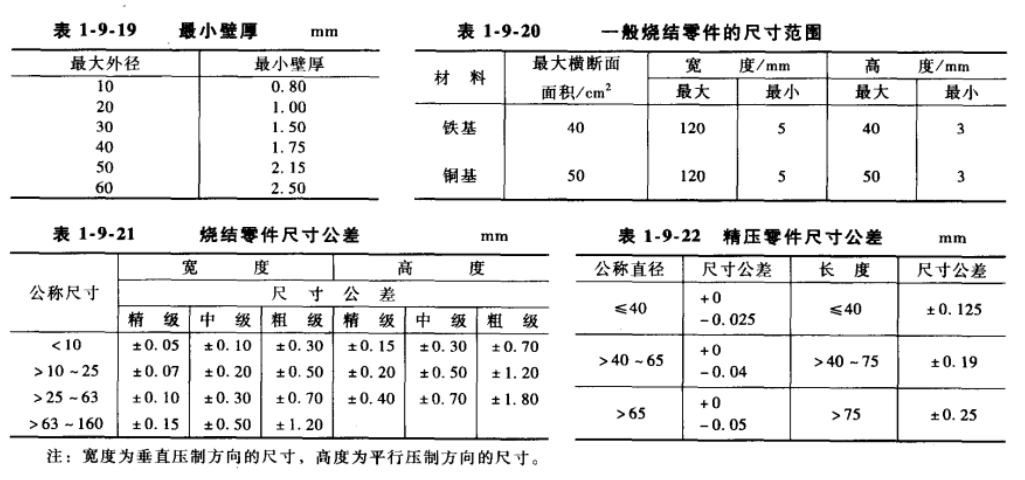
8.粉末冶金零件最小厚度、范围及精度
9.粉末冶金件DFMA表格
DFMA学以致用,事前遵循,事后补缺.
想要这份资料可以向作者邮箱zjc9915@qq.com私信索要。
10.追加
作者发现有人用粉末冶金(陶瓷)工艺假冒各种石头挂坠等护身符,非常逼真的。从工艺角度来分析,东西小而结构简单,利润又很高,倒是非常合适的东西。
注:这是提醒读者不要上当受骗,不是教人做坏事的!

有三分助力就好
