进阶篇:7)样机制作与验证
本章目的:了解样机制作目的和方法

1.样机定义
为验证设计或方案的合理性和正确性,或生产的可行性而制作的样品。
2.JB 5054行标关于样机方面的规定
2.1 生产过程概念
2.1.1 样机(样品)试制 prototype (sample) trial production
样机(样品)试制是为验证新产品的结构和性能等所进行的试制工作。
2.1.2 小批试制 trial production in small numbers
小批试制是为验证正式生产的工艺、工装和经样机(样品)试制修改后的图样、设计文件所进行的试制工作。
2.1.3 正式生产normal production
正式生产是按照经试制、最终修改后的图样、设计文件和确定的工艺要求进行的生产。
2.1.4 图纸中的标注代号
“S”—样机(样品)试制图样标记代号;
“A”—小批试制图样标记代号;
“B”—正式生产图样标记代号。
2.2 样机相关的标准规定
2.2.1 试制鉴定大纲 appraisal program of trial production
试制鉴定大纲是鉴定产品时,对检验与试验的项目所需的设计文件、特殊仪表、试验场地以及试验的程序、方法与要求等而编制的文件。
试制鉴定大纲 (包括样品试制鉴定大纲及小批试制鉴定大纲)内容包括:
a) 产品基本参数和技术性能指标是否符合有关产品标准的要求;
b) 提出产品全部性能试验项目、程序及记录表格;
c) 检验产品主要零、部件制造质量及装配质量;
d) 检查产品外观质量;
e) 审查产品图样、设计文件的正确性、完整性、统一性;
注:样机试制鉴定重点审查产品图样、设计文件;小批试制鉴定重点审查工艺、工装图样及文件。
f) 对在鉴定前已进行过试验并具有试验文件(如试验报告)而又不宜在鉴定时再进行试验的项目,应提出试验报告的编号和名称;
g) 附鉴定用仪器、工具及材料清单;
h) 鉴定试验地点(指大型成套设备)。
2.2.2 试制总结 summary of trial production
试制总结是样机(样品)试制和小批试制时,对设计和工艺在试制过程中出现和存在的问题、解决方法及试验验证等的分析总结所编制的文件。
试制总结内容包括:
(1)样机试制总结
a) 试制产品性质(指系列、派生、专用等);
b) 试制时间、数量;
c) 关键问题及解决过程;
d) 产品图样、设计文件验证情况;
e) 材料代用情况;
f) 加工、装配质量情况;
g) 样机试制结论。
(2)小批试制总结
a) 小批试制时间和数量;
b) 样机鉴定中提出的问题和建议的处理情况;
c) 工艺验证情况;
d) 工装验证情况;
e) 关键问题及解决过程;
f) 小批试制结论。
2.2.3 型式试验报告 type- test report
型式试验报告是根据产品标准(或产品技术条件)的要求,对样机(样品)的各项质量指标进行全面检验后编制的文件。
型式试验报告内容包括:
a) 试验台数及产品编号;
b) 试验依据;
c) 试验记录:根据产品标准(或产品标准草案)、或产品技术条件进行逐项试验并作记录;
d) 质量分析:根据试验结果,对产品质量作出结论性评价,一般指是否合格,主要技术指标的水平,对不合格项目初步分析意见。
2.2.4 试用报告trial operation report
试用报告是通过样机(样品)在实际工作条件下试用结果所编制的文件,作为进一步改进设计及样机(样品)鉴定的依据。
试用报告内容包括:
a) 试用项目;
b) 试用目的、要求;
c) 试用条件(环境条件、设备、仪表);
d) 试用步骤、方法和内容;
e) 性能分析;
f) 试用结论;
g) 试用单位盖章和日期。
//样机相关的判断标准,所以有标准还是要看看的。
3.关于样机的个人见解
3.1 手板件
3.1.1 根据加工方式,我们可以加工制作以下手板模型
1)CNC塑胶手板,材料有:ABS、亚克力、PP、PC、POM、尼龙、电木等;
2)CNC五金手板,材料有:铝、铝镁合金、铝锌合金、铜、钢、铁等;
3)3d打印:有SLA、SLS、FDM等;
4)快速模具成型,有快速金属模具,硅胶模具,低压灌注模具;(在行业内这个概念和软模有点混淆,一般可以指代软模)
3.2 样板件
也有将软模样件或硬模样件直接称为样板件,样板件就是用模具制造的了,是客户试产之前的样件确认。作用为:
1.整机测试;
2.检讨流水线试产可能;
3.客户正式成品确认;
3.3 软模样件
3.4 硬模样件
以下对产品开模具过程中的费用,工艺上,寿命进行比较:

产品在设计阶段随时可能会有设计变更,如果直接开硬模,产品变更会产生修模费用,一般在产品结构验证没有问题之后才会开正式的模具。所以一般软模用于试样设计阶段,硬模用于量产。甚至有些日本的模具公司有强硬的规定,一定要先软模后硬模,想必是为了更好的制作的原因。
软模样件和硬模样件的成品质量并没有区别。
不过公司在开模具的时候,建议软模硬模统一报价,然后从成本、时间、产品采购量以及后期风险等方面综合考虑,再决定采用何种开模形式。
4.样机制作要诀(个人密传)
1)买一台FDM3d打印机大量打印样品;
2)3d模型预留合理间隙&公差标注一律使用对称公差!
4.1 买一台FDM3d打印机大量打印样品:
理由详见:进阶篇:3.9)3d打印件设计
4.2 3d模型预留合理间隙&公差标注一律使用对称公差
原因如下:
①手板件的制作一般都是基于3d模型来的,加工方很可能不愿意根据不对称公差进行修正(如CNC加工)。有些加工方式(如3d打印等)是没办法用不对称公差进行加工的。所以,假如你不想因为一个尺寸不合理的样品手工修改,就需要预先对3d模型进行间隙预留,2d图标上对称公差。
②塑胶件等模具开模中,而为了保证样品尺寸的合格率(一定的cpk值),就需要将3d模型调整到近中间值,即不对称公差调整为对称公差((这句话实际等于调整cpk中ca的值到中心))。若不对称公差过多,这可不是轻松的活,而且有些曲面甚至非常难以修正。那么有些国内的模具厂会很偷懒。如下图所示:
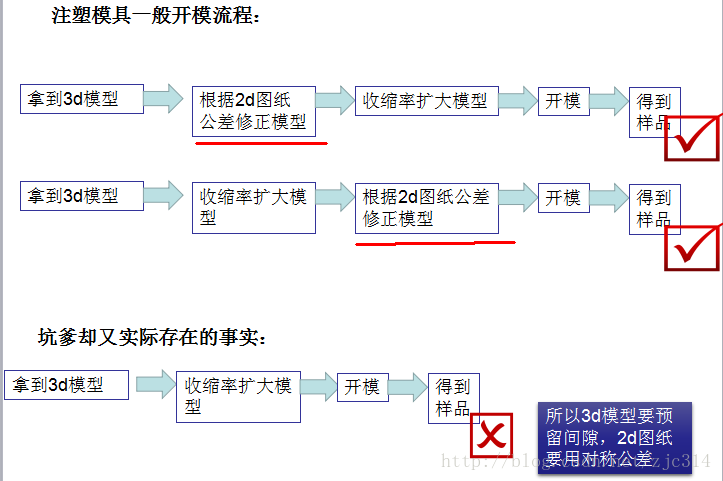
//错误的流程缺少了--根据2d图纸公差修正模型--这一个环节。
有人肯定会问:偷懒后尺寸不合格怎么办?
样品从100个中挑出30个合格的就行了,再无耻一点的直接造假检验书,或不检验直接给,也是见过的。最后居然发展到要手工磨塑胶件的可笑事实,真是血与泪的教训╮(╯▽╰)╭。
3d模型预留合理间隙&公差标注一律使用对称公差,如下图:
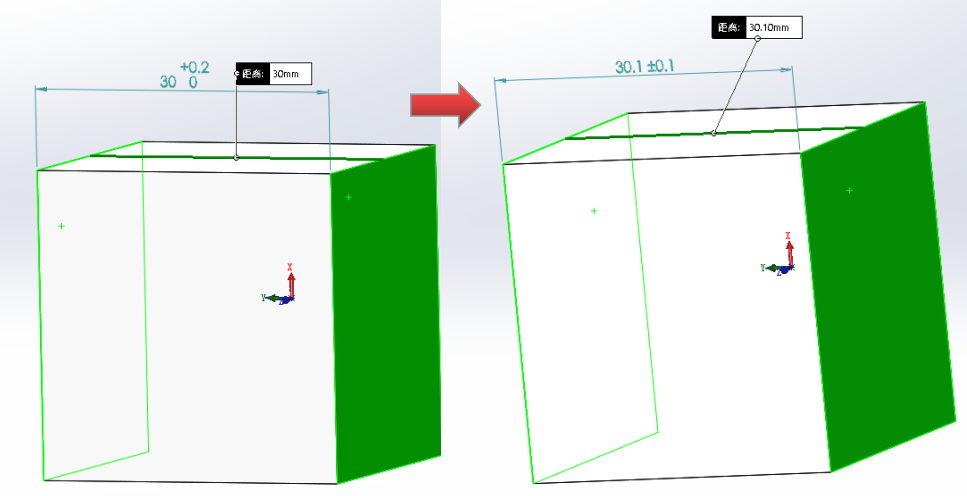
就是省了模具工程师的工作--3d模型根据2d图纸修正(即不对称公差改成对称公差的一步),真是大大有用。
这条在本博文多章节中都有提到!