
标准结构篇:3)螺钉
本章目标:选用标准螺钉的一些常识。
1.前言
螺钉可以说是最古老最常用的的紧固件了,关于螺钉的知识细说是说不完的。
个人觉得,只要能依据设计要求,合理地选择螺钉规格,就差不多了。
2.螺钉定义

3.螺钉头、槽和牙
3.1 头型
3.2 槽型
3.3 螺纹类型
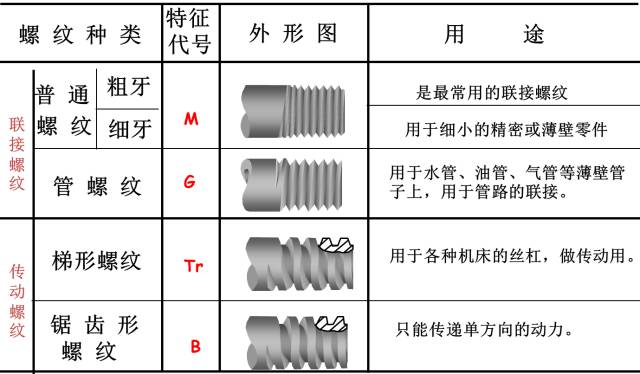
依螺纹用途不同可分为三个主要大类:
第一,连接螺纹,用于紧固,即是螺栓螺母;
第二,管螺纹,管道连接用;
第三,传动螺纹,就是车床走刀那种。
依螺纹标准不同可分为:
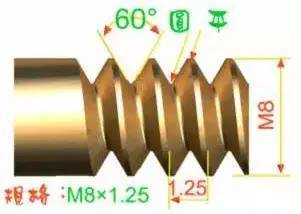
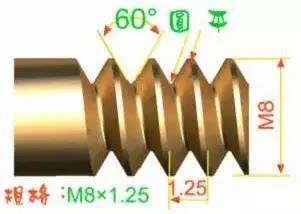
1)国际公制标准螺纹(InternationalMetric Thread System)
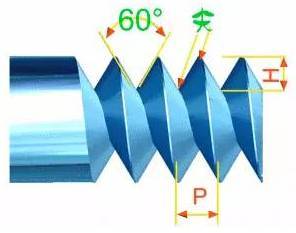
我国国家标准CNS采用之螺纹。牙顶为平面,易於车削,牙底则为圆弧形,以增加螺纹强度。螺纹角为60 度,规格以M表示。公制螺纹可分粗牙及细牙二种。表示法如M8x1.25。(M:代号、8:公称直径、1.25:螺距)。
其余内容可以依据《GB/T 70.1-2008 内六角圆柱头螺钉》的标准及其引用标准。
2)美国标准螺纹(AmericanStandardThread)
螺纹顶部与根部皆为平面,强度较佳。螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(NC);细牙(NF);特细牙(NEF)三级。表示法如1/2-10NC。(1/2:外径;10:每寸牙数;NC代号)。
3)统一标准螺纹(UnifiedThread)
由美国、英国、加拿大三国共同制订,为目前常用之英制螺纹。
螺纹角亦为60度,规格以每英寸有几牙表示。此种螺纹可分为粗牙(UNC);细牙(UNF);特细牙(UNEF)。表示法如1/2-10UNC。(1/2:外径;10:每寸牙数;UNC代号)
可参考标准《BS 1768-2013 精制统一螺纹六角螺母》
英制螺栓之表示法
LH 2N 5/8 × 3 - 13UNC-2A
(1)LH为左螺纹 (RH为右螺纹,可省略)。
(2)2N双线螺纹。
(3)5/8 英制螺纹,外径 5/8”。
(4)3 螺栓长度3” 。
(5)13 螺纹每寸牙数13 牙。
(6)UNC统一标准螺纹粗牙。
(7)2级配合,外螺纹(3:紧配合;2:中配合;1:松配合) A:外螺纹(可省略), B:内螺纹。
4)V形螺纹(Sharp VThread)
顶部与根部均成尖状,强度较弱,亦坏不常使用。螺纹角为60 度。
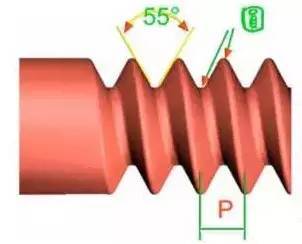
5)惠式螺纹(WhitworthThread)
英国国家标准采用之螺纹。螺纹角为55度,表示符号为”W”。适用於滚压法制造。表示法如W1/2-10。(1/2:外径;10:每寸牙数;W代号)。
6)圆螺纹(KnuckleThread)
为德国DIN所定之标准螺纹。适用於灯泡、橡皮管之连接。表示符号为”Rd”。
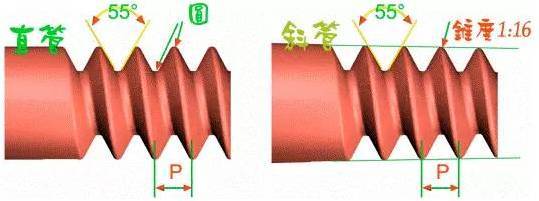
7)管用螺纹(PipeThread)
为防止泄漏用的螺纹,经常用於气体或液体之管件连结。螺纹角为55度,可分为直管螺纹代号为”P.S.、N.P.S.”和斜管螺纹代号为”N.P.T.”,其锥度为1:16,即每尺3/4 寸。
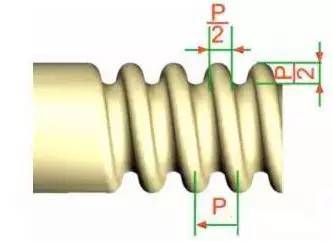
8)方螺纹(SquareThread)
传动效率大,仅次於滚珠螺纹,而磨损后无法用螺帽调整,为其缺点。一般用於虎钳之螺杆及起重机之螺纹。
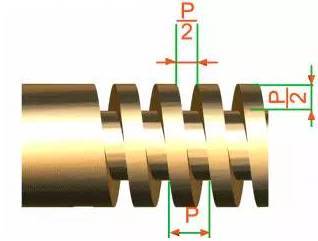
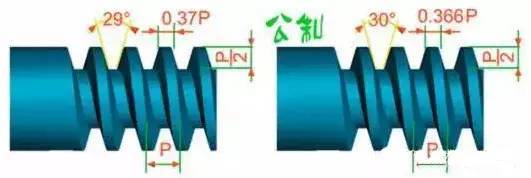
9)梯形螺纹(TrapezoidalThread)
又称爱克姆螺纹。传动效率较方螺纹稍小,但磨损后可用螺帽调整。公制之螺纹角为30 度、英制之螺纹角为29度。一般用於车床之导螺杆。表示符号为”Tr”。
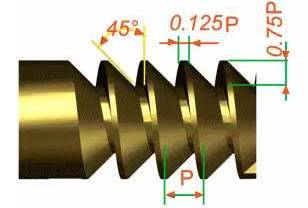
10)锯齿形螺纹(ButtressThread)
又称斜方螺纹,只适於单方向传动。如螺旋千斤顶、加压机等。 表示符号为”Bu”。
11)滚珠螺纹
为传动效率最好之螺纹,其制造困难,成本极高,乃用於精密之机械上。如数控工具机之导螺杆。

4.精度
普通螺栓按照制作精度可分为A、B、C三个等级,A、B级为精制螺栓,C级为粗制螺栓。对于钢结构用连接螺栓,除特别注明外,一般为普通粗制C级螺栓。不同的级次加工的方法存在差异,通常对应加工方式如下:①A、B级螺栓的栓杆由车床加工而成,表面光滑,尺寸精确,其材料性能等级为8.8级,制作安装复杂,价格较高,很少采用;②C级螺栓用未加工的圆钢制成,尺寸不够精确,其材料性能等级为4.6级或4.8级。抗剪连接时变形大,但安装方便,生产成本低,多用于抗拉连接或安装时的临时固定。
5.螺钉强度
依相关标准,碳钢、合金钢螺栓性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、12.9等10余个等级,其中8.8级及以上螺栓材质为低碳合金钢或中碳钢并经热处理(淬火、回火),通称为高强度螺栓,其余通称为普通螺栓。
6.螺钉基材
常见的材质:
4.8级别:A3、Q235、Q195等低碳钢(最普通的) ;
5.8级别:Q235以上所有材质都可以,不需要热处理 ;
8.8级别:螺纹直径16MM以下,35# 调质热处理。16mm以上,45# 和低碳合金钢调质处理;
10.9级别:中碳合金钢调质热处理35CRMO 、40CR 等;
12.9级别:通常指采用SCM435(相当于35CRMO)合金钢材料制。
7.螺钉表面处理
|
工艺 |
涂层厚度 |
耐腐蚀性能(中性盐雾) |
成本 |
备注 |
|
氧化黑 |
约1um的氧化层 |
1-3小时 |
低 |
|
|
磷化(黑/灰) |
5~20um(GB6807) |
10-20小时 |
低 |
多用于螺母(氢脆问题) |
|
黑镍、白镍 |
铜:0.5-1um 镍:2-10um |
6-12小时 |
中 |
返镀产品在10um以上 |
|
白锌、蓝锌 |
锌:2-10um |
6-12小时 |
中 |
|
|
绿锌 |
锌:2-10um |
8-20小时 |
中 |
因行业使用较少只收集到一个厂家的样品,没有代表性 |
|
黑锌 |
锌:2-10um |
20-40小时 |
中 |
|
|
彩锌 |
锌:3-15um |
48小时以上 |
中 |
|
|
电泳黑 |
涂层约15um左右 |
100小时以上 |
高(低于 不锈铁和不锈钢) |
|
|
达克罗 |
涂层约5-40um, |
100小时以上 |
高(低于 不锈铁和不锈钢) |
镀层均匀度较差 |
|
不锈钢(SUS304) |
/ |
48小时以上 |
高 |
表面清洗 |
|
不锈铁 |
/ |
20小时左右 |
高(低于不锈钢) |
表面清洗 |
8.螺钉的选用
作者的螺钉选用程序如下:
1)依据设计要求,确定规格,比如M6*20;
2)依据可靠性要求,选定螺钉强度和材质。
3)依据螺钉的耐腐蚀的要求,选定表面处理方式。当然,基材和表面处理的选择要基于成本。
4)选定头、槽、牙。作者一般选择盘头或六角头,内六角槽和梅花槽(这个后续自动化好一点),公制粗牙。
关于这三点,如果不能确定,就直接借鉴同行业产品,毕竟紧固件可不会侵犯专利。
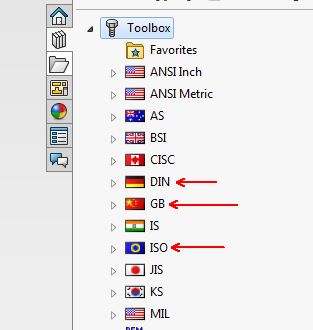
5)标准确定。这是最重要的,不要去选取一些非标准件。作者选择的标准依次为:国标→ISO→德标→其他。
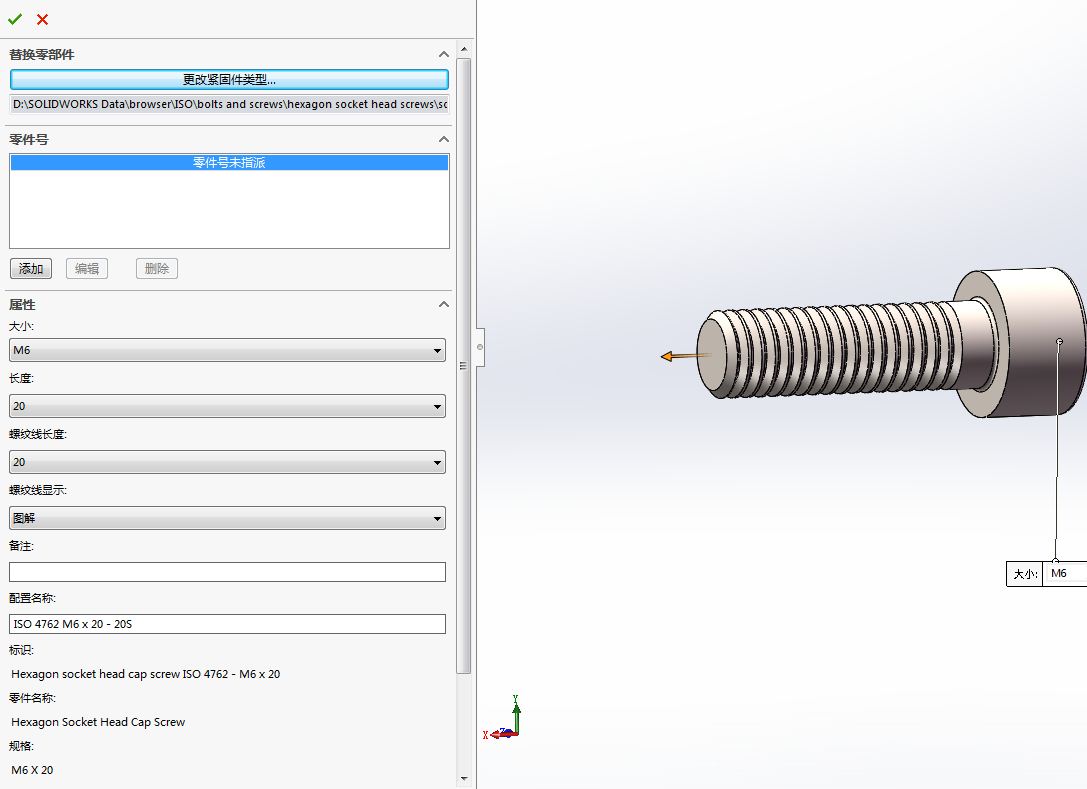
6)3d模型选用
虽然SolidWorks自带Toolbox标准件库,但里面的模型不建议直接使用,而是作为使用的参考。
因为一则标准不全,二则链接容易产生各种错误。
作者的流程为:
①选用toolbox自己确定标准的螺钉,没有的话相似的也行,再没有只有自己画了。如

②将选定好或画好的的模型转为.x_t(比stp好),这样能快速有效断开Toolbox链接,这点很重要。
作者最近开始倾向于完全自己画了,把完整的螺纹画进去,发现这样搭建标准库更好。
③找到你需要的螺钉的标准
最好的带国标号的PDF文件,当然,也可以查看下列网站。
标准查询网址:
http://www.164580.com/biaozhun/
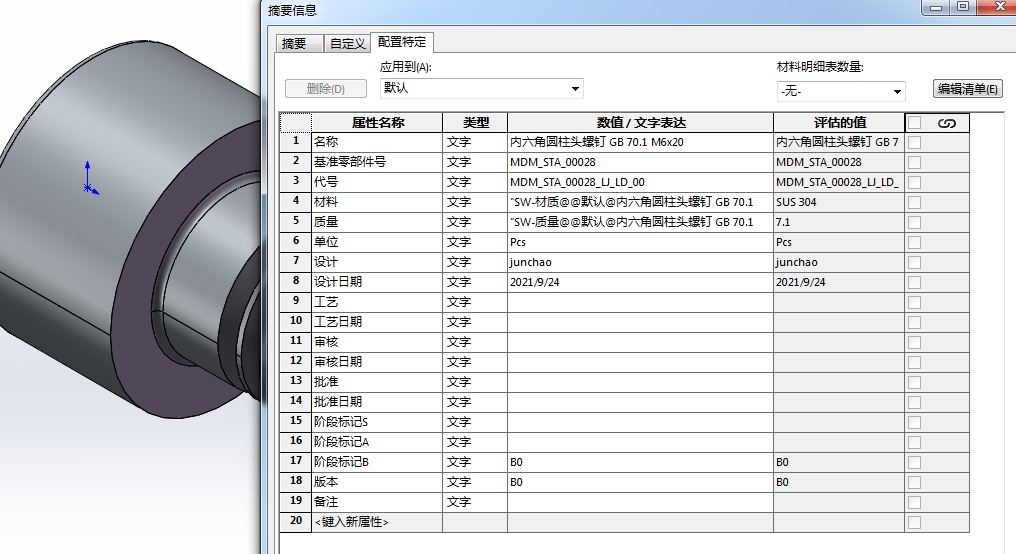
④按照标准修改螺钉,并保存为零件Part格式

⑤标准件3d图按照要求命名,属性栏按照要求填写。

⑥放入自己的零件库的文件夹中。使用的时候直接拖即可。
⑦别嫌烦,这就是标准化的流程。
一次花力气,后面放在公共网盘就可以多次多人使用了,3d和2d图纸就不会错误,从长远看是有利的。
9.其他
一般螺钉需要有对应的螺母配合;
自攻螺钉需要对应的预制孔;
自攻自钻螺钉连预制孔都不需要。
自攻锁紧螺钉(自挤螺钉):多用于薄的金属板之间的连接,是自攻螺钉的变种。
