

焊接与贴片
1.用烙铁时350,在焊盘上方焊锡丝与烙铁与焊盘平面成45度加热两秒后接触焊盘两秒,先撤焊锡丝再45度角撤烙铁。
2.先一端,再另一端。
3.托焊时,PCB要45度放置。
4.助焊剂,松香,吸锡带,吸锡器的适当使用。
转:
PCB设计时我们建议,插件最好全放一面,贴片跟插件元件放在同一面,也就是单面放元件比较好,因为这样工厂焊接时就会少几道程序,焊接加工费也会低一点。今天给大家讲一个工厂焊接PCB的一个流程吧。
工厂焊接PCB,一般有下面几种方式
一,全部是贴片元件,单面贴
这种就是过一篇回流焊就可以了。这种就一道程序,很快,价格也就便宜一点。
二,双面有贴片元件

这种情形就是顶层,底层都过一遍回流焊焊接贴片元件。要走两道程序。价格会贵一点了,多一道程序就是多一份钱啊。
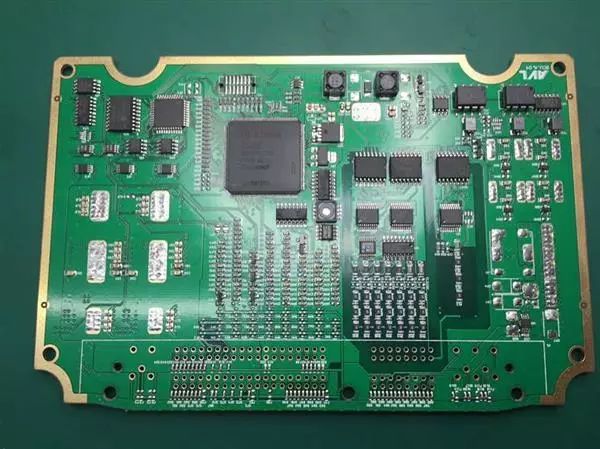
三,贴片单面贴,插件单面插
如上图所示,边上是贴片元件,中间是插件元件
这种是比较复杂的PCB焊接加工方式,有两道程序,
第一是回流焊接把贴片元件焊好;
第二步是波峰焊焊插件元件。
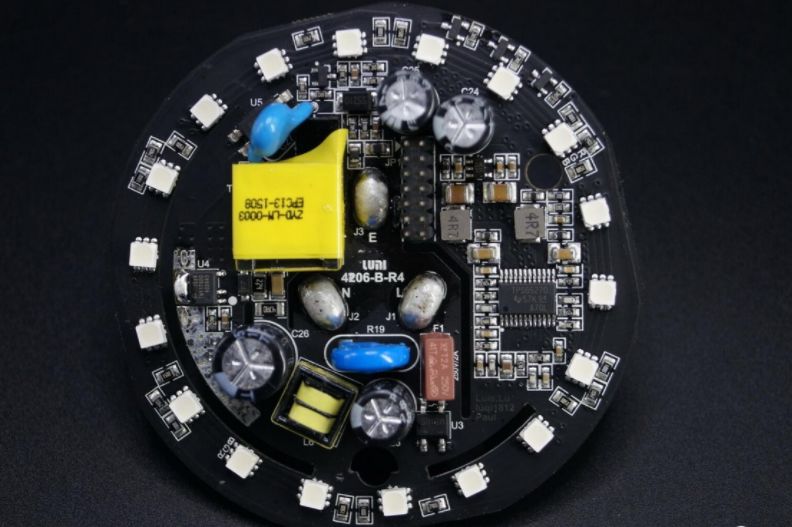
四,贴片双面贴,插件单面插


如上图所示,是在第三种的基础上,反面又有贴片元件,也就是两面都有贴片元件,这种方式,又有插件,就需要走三道程序,
第一是把顶层贴片元件贴好,用的是回流焊;
第二步把板翻过来,再把翻面的元件过一遍回流焊;
第三步就是最后一道,把插件元件过一遍波峰焊,不过,在过波峰焊时,因为插件元件的管脚在反面,而反面又有贴片元件,这就要把反面贴片元件用夹具给罩住,不让锡浸到贴片元件。以免反面贴片元件掉下来。
这种价格就最贵了。
结论
所以说本题中说的,PCB设计最好是元件都放一面,这样焊接程序少一点,价格也就便宜一点。只有元件太多,真的无法一面就放好,没办法才会采用双面都放元件。
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
|
||||
