
UJC日报035.细说“偷胶”
1.前言
作为一个业余模型玩家,拼过的模型多了就会发现,胶上面某些零件上的某些地方是空心的……
这就叫做偷胶。
2.万代篇
众所周知万代就是日本的偷胶大师,裙甲内部明明明可以做内衬偏偏镂空(内衬件都没给,抠门)
但其实稍微高端的产品基本见不到偷胶,除了SD和HG
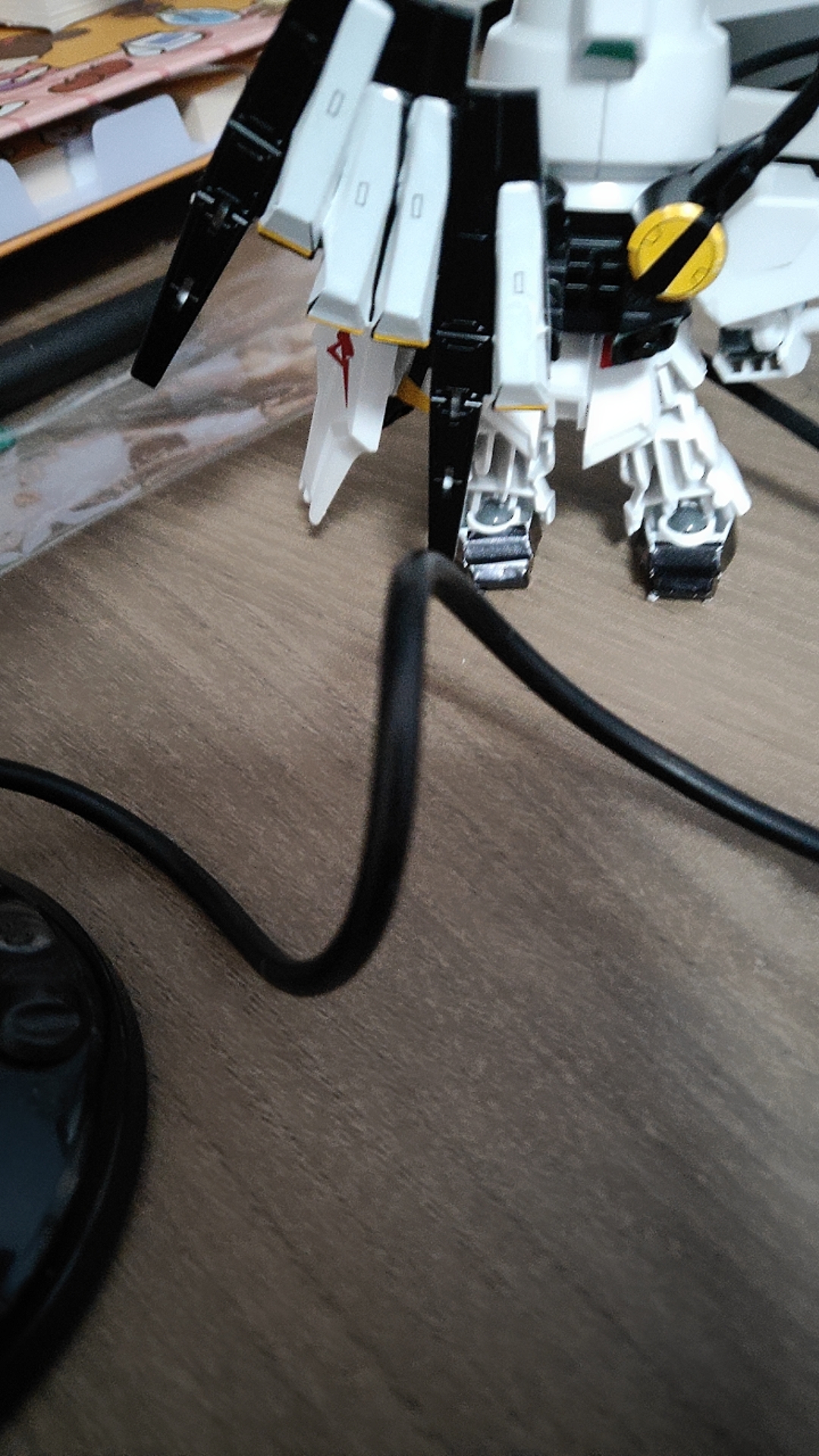
有图有真相
偷的真多啊
注:这是SDEX系标准了,风灵腿部后方没偷胶已经是一个奇迹了(结构不同导致的,风灵没有传统意义上的裙甲,腿部和胯部的链接就做在侧面,但牛高达却没这种待遇,风灵是亲女儿认证了)
3.偷胶偷的更多的孩之宝
甭说了,来几个视频看一下
半 车 人
半 兽 人
半 只 因 人(小黑子露出只因脚了吧)
看来孩之宝认为玩具只要正面过得去才行(角 度 限 定,但其实万代的SDEX也是这样的doge)
4.浅谈偷胶是如何控制成本的
如果你是混迹于网络多年的模型爱好者,肯定对“省省就是一个亿”不会陌生,
这句话被胶圈好友们经常用来调侃厂商在模型上“偷胶”的情况。
但是……
模型“偷胶”真的是因为厂商要省钱吗?
要回答这个问题之前首先来说一下什么是偷胶?
偷胶---别名又叫抽肉(日语:肉抜き),在模型领域常用于一些“本该”实心的地方,厂商却做成了空心的,给人的感觉就是偷工减料,节省材料费,从玩家的手上“偷”走了“胶”,所以“偷胶”在模玩圈里已经慢慢成了黑心厂商的标签之一了。
然而,事实的真相却是:
“偷胶”是为了做出精度更高的产品!
“偷胶”非但不是贬义,甚至还是一个充满着技术含量的专业词汇!
OK,那笔者要给“偷胶君”360度无死角的洗地,就必须要先从塑料模型的生产工艺开始说起了,大家平时玩的拼装模型也好,成品玩具也罢,只要他是用塑料制成的,那99.99%都是通过“注塑成形”(日语:射出成型)的方式制作的,简单来说就是把颗粒状原料融化,然后通过类似于针管原理的装置加压注入进钢模中,然后再冷却钢模让原料定型,最后再打开钢模取出零件即可。
过程为: 1融料 》 2注射 》 3降温成型 》 4脱模
在这里就会发现,从颗粒原料变成板件的过程中,原料会有一套完整的加热冷却的过程,那既然有加热和冷却,势必就会伴随着有热胀冷缩的情况发生,所以在经过冷却定型之后的零件其实是会比模具要小一圈的。当然,为了保证完成品和设计相同,在开发模具的阶段会根据不同胶料的收缩率特性将模具做的比产品的设计值稍大一些。
这里出现了一个名词----“收缩率”:材料由液态冷却成固态时长度的收缩比例。
收缩率=(收缩前长度-收缩后长度)/收缩前长度
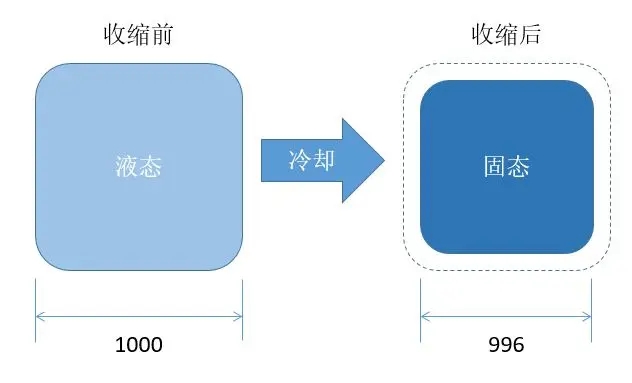
这里需要注意的是收缩率是一个比例,既无论材料厚度是10mm还是1000mm,材料都会按照相同比例收缩,举个栗子:设ABS塑料的收缩率为4/1000,那10mm的ABS冷却收缩以后就是9.96mm,而1000mm的ABS冷却收缩以后是996mm,如果再将两者做差值的话就会发现,10mm的零件实际只收缩了0.04mm,而1000mm的零件却足足少了4mm!那如果无脑套用收缩率做模具的话,零件表面有高低起伏或者有刻线的地方都会因为收缩量不同而发生严重的变形甚至损坏……
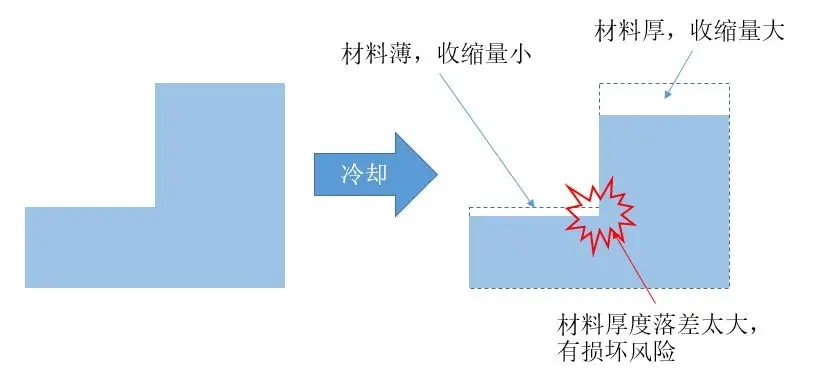
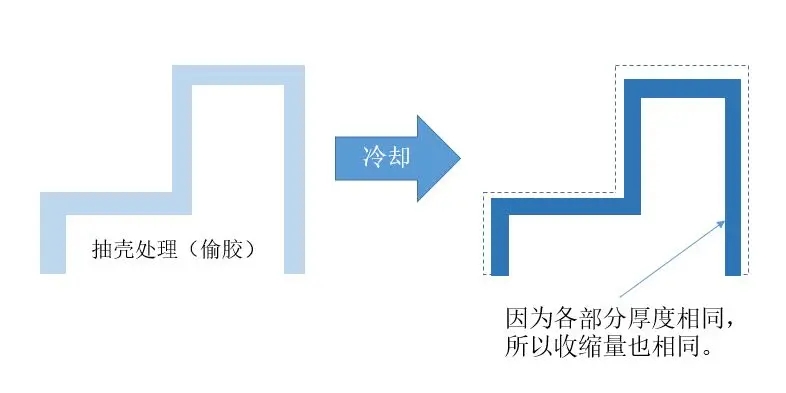
那攻城狮们就开始思考如何解决零件收缩量不一致的问题呢?,很简单,只要让零件所有部位都一样厚就可以啦!于是乎~ “偷胶”的技术就产生了!(3D建模里的“抽壳”功能)
聪明的小伙伴们肯定会提问,既然不同厚度的收缩量不同,那就根据零件各部位不同厚度来单独计算收缩量不就可以解决问题了嘛?
先不说模具设计时对各部位独立计算收缩量的计算量有多庞大,单单就工业生产中会产生的误差就注定这个法子是不可行的。
还拿上文中提到的ABS原料为例,4/1000的收缩率其实只是一个理想值,实际在生产的过程是会有误差的,ABS实际的收缩率其实应该是4/1000~9/1000之间,所以设计模具时必须把收缩误差也计算在内,由此可以得到一个结论: 零件厚度越小,收缩量的误差就越小,零件表面的精度也就越高! 所以说,现在大家能玩到组合度完美的模型,其实有一大半都是 “偷胶”的功劳 哦!

那由此规律能不能反过来理解零件的肉厚做的越薄精度就越高的结论呢?理论上是正确的,但是薄过头了则会出现强度不足的问题,那可就得不偿失了!所以为了要在强度和精度之间寻找一个平衡点,一些常见的材料都会有各自最适合的肉厚范围,(ABS的情况下最适合的厚度在1.1mm~3.5mm之间)只有在适当的范围内零件才能在有强度保证的前提下获得最好的精度。所以,这就是模型 必须“偷胶” 的原因之一。
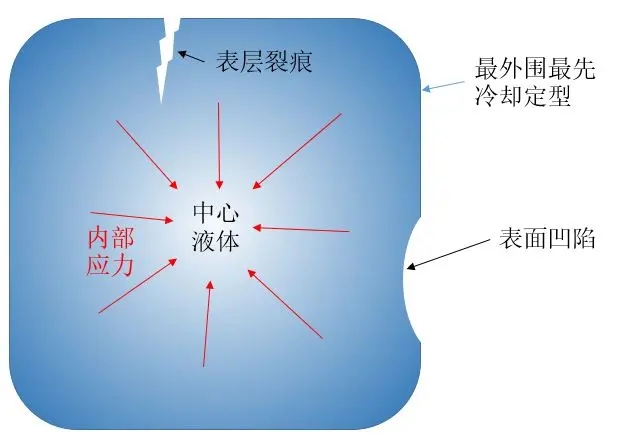
除了考虑精度之外,必须“偷胶”的另一个原因是,一个较大的实心零件在冷却过程中是由外向内冷却的,外壳会比中心更快冷却,这样在冷却过程中实心零件的中心部分就会产生内部应力,在这个内部应力的作用之下,轻则零件表面变形,重则产生裂纹,零件报废。
那当大家理解了 模型必须“偷胶” 的理由之后,其他有一些问题也就可以解释了
5.拓展:模型表面的“缩胶”问题
细心的小伙伴可以去观察一下,“缩胶”一般都发生在厚度相对较薄的零件上,并且缩胶位置的背面通常都会有组合零件用的桩或者洞,这种“缩胶”产生的原因就是因为零件在横截面上的厚度变化太大,背后的桩和零件表面的收缩量不一致造成的。
当然也有缩胶过多导致零件缺失部分的,这种情况一般都是中奖

对于模型的组合度而言,模型在设计模具时必须要反复的计算收缩率,并且反复的模拟注料过程,然后不断的试模,调整模具每一个凹凸转折处的收缩修正值,这个设计调整的过程对模具攻城师的专业水平和从业经验有着非常高的要求,计算只要稍有偏差,对最终产品的组合度就会有非常大的影响。
而对于模型的美观性而言,大平面上突然出现一个缩胶,这种时候观感直线下降,解决办法是要么做战损要么AB补土填平


【推荐】国内首个AI IDE,深度理解中文开发场景,立即下载体验Trae
【推荐】编程新体验,更懂你的AI,立即体验豆包MarsCode编程助手
【推荐】抖音旗下AI助手豆包,你的智能百科全书,全免费不限次数
【推荐】轻量又高性能的 SSH 工具 IShell:AI 加持,快人一步
· 震惊!C++程序真的从main开始吗?99%的程序员都答错了
· winform 绘制太阳,地球,月球 运作规律
· 【硬核科普】Trae如何「偷看」你的代码?零基础破解AI编程运行原理
· 上周热点回顾(3.3-3.9)
· 超详细:普通电脑也行Windows部署deepseek R1训练数据并当服务器共享给他人