SPC相关知识
MFG, MES, FAB, wafer,机台(Equipment),EAP(机台自动化程序),lot id, product id, notch, wafer id,

计算规则
8规则 (SPC基本八大法则)
stdev,基于样本估算标准偏差,反应数值相对均值的离散度,也就是波动大小,标准差越大波动越大。标准差即西格玛。
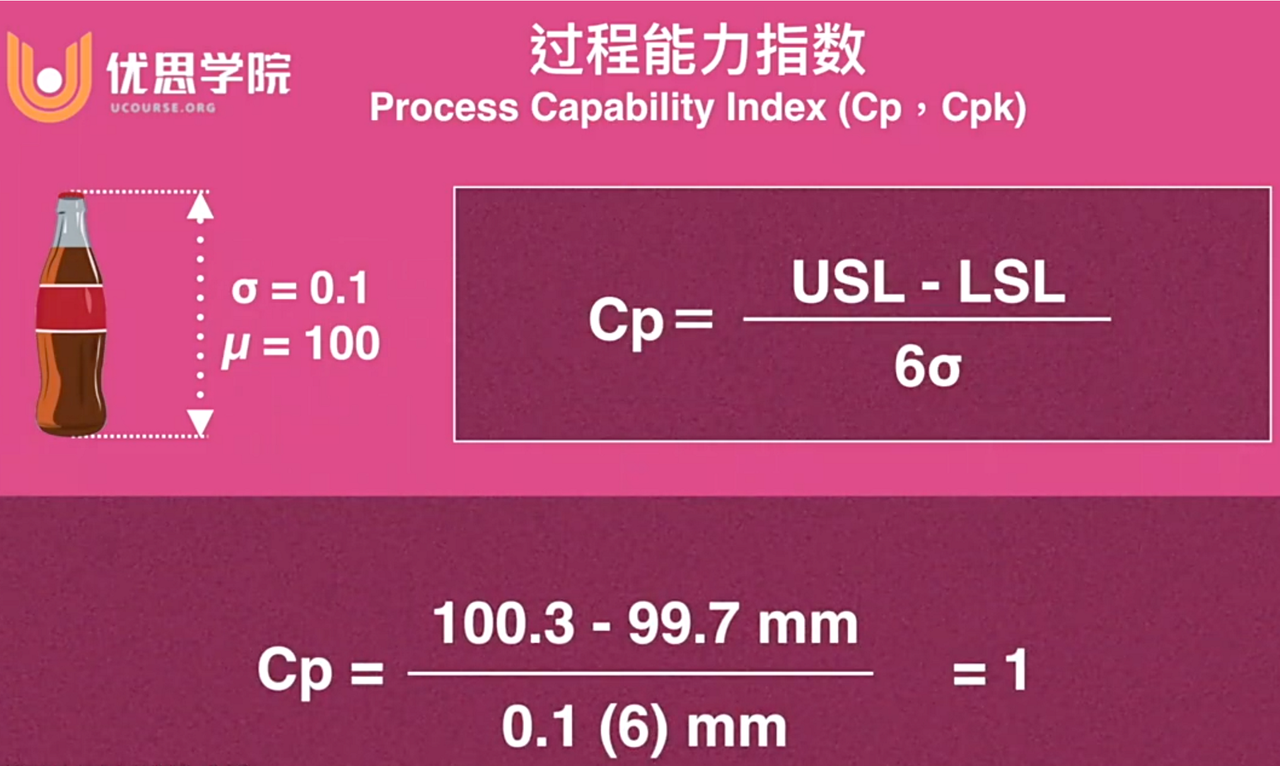
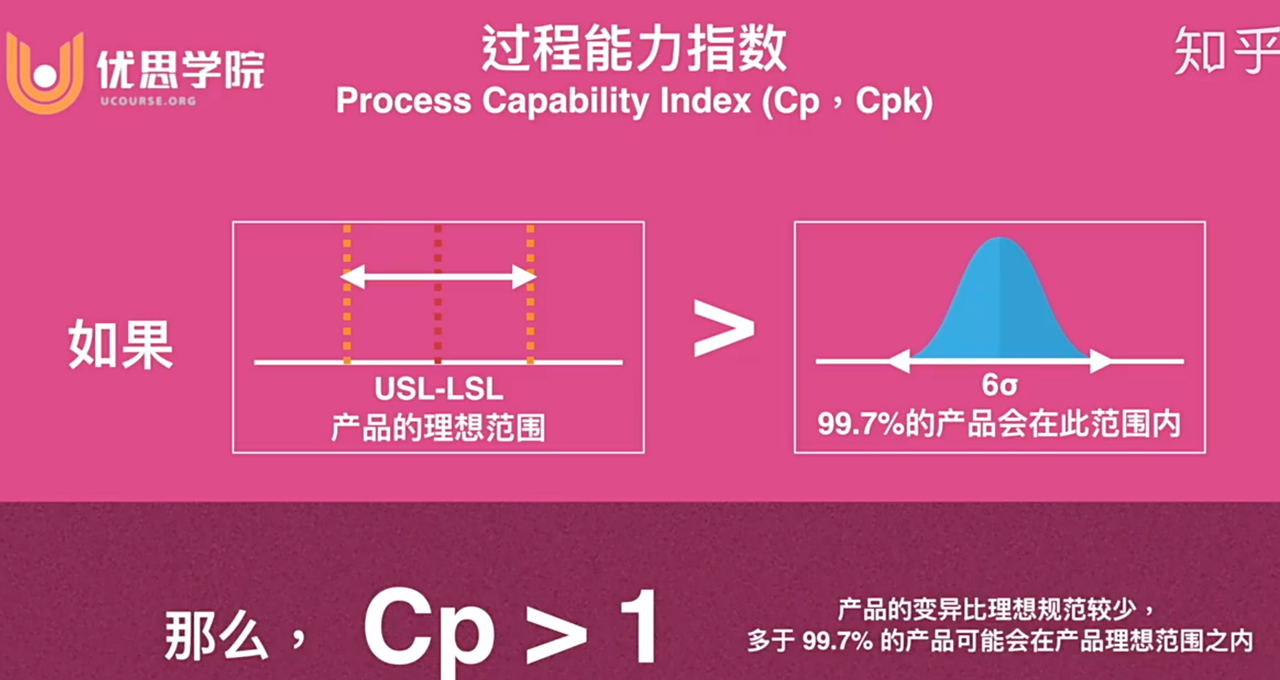
CPK, 过程能力指数,参考
CPK的算法,是 min(USL-u, u-LSL) / 3* sigma (within)
PPK
PPK的算法,是 min (USL-u, u-LSL) / 3* sigma (overall)
用excel做spc控制图 B站视频,包括概念解释和excel中实现控制图,
统计过程控制SPC深度解析 spc理论讲解
SPC控制图原理 系列课程,讲解原理,很详细,课程比较长

SPC知识点
- 控制用的控制图(上下限已知),分析用控制图需要估算上下限,更困难些。
- 每次收集一组数据(如2-8)用下两种图:
- Xbar chart:均值图,折线是均值线,中心线是均值的均值,称平均值,上下控制线。上述对应四个参数。
- Rchart: 极差图,折线是极差线,每组内 最大值-最小值
- 每次收集一个数据用此图。
- I-MR chart
- 超过8个数据,用Xbar-S chart (均值标准差图)
控制图常数

计算过程
- 列出n组数据,每组2-8个测试数据
- 计算每组极差 (子组极差)
- 计算每组均值 (子组均值)
- 计算 平均极差,即子组极差的均值,(子组极差为0则不计算),单数,命名为 Rbar
- 计算平均值,即全部数据的均值, 一个数,命名为xbar
- 获取子组大小,如5 (设定或根据实际数据自动获取?)
- 获取控制图常数(x-r图的系数)
- 标准差系数 D2, 子组大小3: 1.693 5:2.326
- 极差图系数 D3
- 极差图系数 D4
- 均值图系数 A2
- 计算 组内标准差 sigma_within = Rbar / D2
- 计算 整体标准差 sigma_overall = stdev(全部数据)
- 以下计算能力参数:
- 计算 CP = (usl-lsl)/(6*sigma_within) (单数)
- 计算 PP= (usl-lsl)/(6*sigma_overall) (单数)
- 计算 CPK = MIN(usl-xbar, xbar-lsl) / (3*sigma_within) (单数)
- 计算 PPK = MIN(usl-xbar, xbar-lsl) / (3*sigma_overall) (单数)
- 以下计算控制线 (与能力参数无关),
- 计算 Xbar chart ucl(均值上控制线),Xbar+A2*Rbar
- 计算 Xbar chart lcl(均值下控制线),Xbar-A2*Rbar
- 计算 Rbar chart ucl(极差上控制线), D4*Rbar
- 计算 Rbar chart lcl(极差下控制线), D3*Rbar
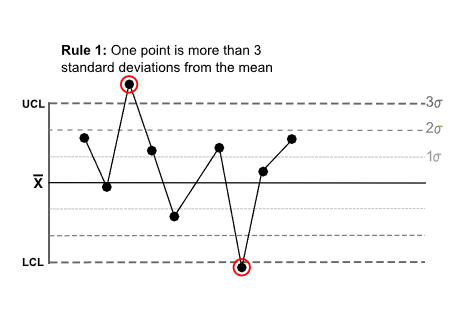
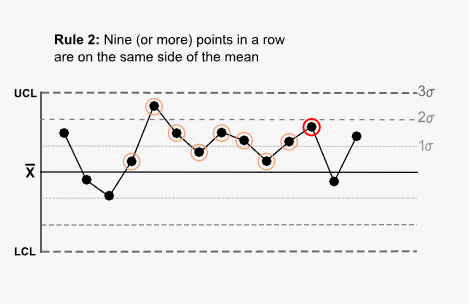
- 8个判异规则
Rule Rule Name Pattern Example
1 Beyond Limits 1个点落在A区外
2 Zone C 连续9个以上的点落在中心线同一侧(Zone C或以外)
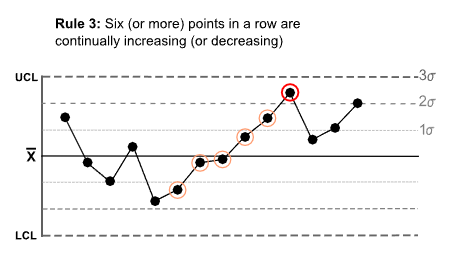
3 Trend 连续7点递增或递减 (我们的需求是连续6点递增递减,需确认)

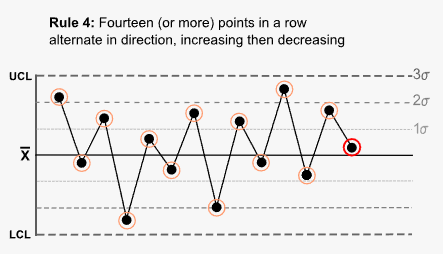
4 Over-control 连续14点相邻交替上下
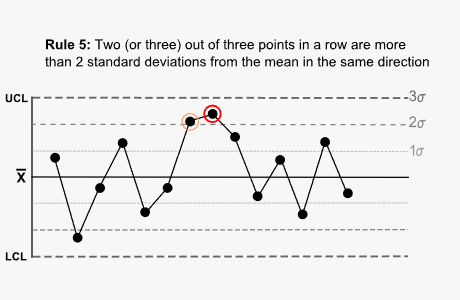
5 Zone A 连续3点中有2点落在中心线同一侧的Zone B以外
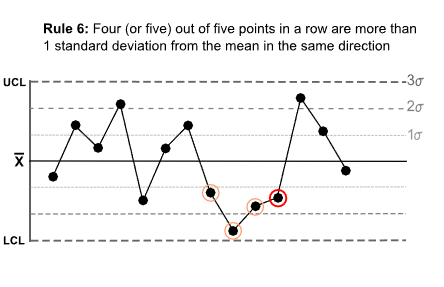
6 Zone B 连续5点有4点落在中心线同一侧的Zone C以外
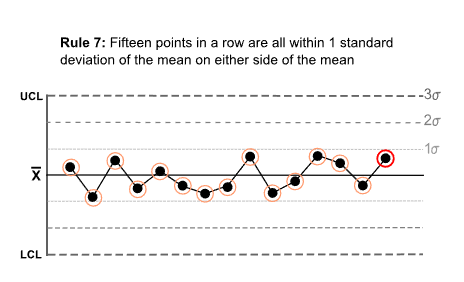
7 Stratification 连续15点落在中心线两侧的Zone C内
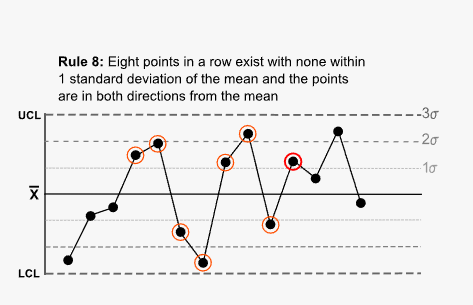
8 Mixture 连续8点无一点落在Zone C
规格线与控制线的区别 ref
- USL全称是upper spec limit,LSL全称是lower spec limit,意思是规格值上下限,一旦超过规格上下限,顾客则会抱怨。在计算过程能力指数Cp、Cpk、ppk的时候经常用到。另外,还有一个中心值用M表示。
- 规格值是给定的,规格值的公差亦是给定的,因此规格值的上下限也是给定的,这是在设计之初定下来的,输入是顾客要求。
- UCL全称是upper control limit,LCL全称是lower control limit,意思是控制上下限,一旦超过控制上下限,则意味着过程不受控。另外,还有一个中心线用CL表示。
- 控制上下限是控制图里面常用的,用于观察过程是否受控,一张控制图上除了散点值之外,还应该有控制上下限与平均值,这些值是根据取样的值计算出来的,公式是X±3σ。
- 规格上下限与控制上下限没有任何关系,即使控制图上的所有值全部在上下限范围内,但不意味着能都在规格上下限内。即使所有的值都在规格值要求的公差范围内,但绘制在控制图上也不一定就是受控的。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号