

CLV620 高速读取条码调试实例
![]()

第一部分:现场问题描述
客户反馈
现场观察现象确实如此,但原因却不是。
难点:
1, 客户反馈的问题误导了排查思路;
2, 现场条码质量较差无法满足实验需求,用excel 临时做了条码。
第二部分:现场工作内容
1. 产品自身功能和参数设置体现:
客户反馈CLV620 在低速下读取没有问题,在高速下大概2m/s 以上就无法正常读取。 所以首先会想到条码质量和CLV620 的硬件性能能否满足。
我用excel 制作打印条码后仍然是同样的现象,excel 做的条码我用条码质量分析仪测过, 在A 级左右。下图左侧为原条码,右侧为我制作的条码,此条码不管是分辨率还是尺寸都 做的很大,我亦将安装距离调至最合适的175mm,由此判断应该不是条码质量的问题。

![]()
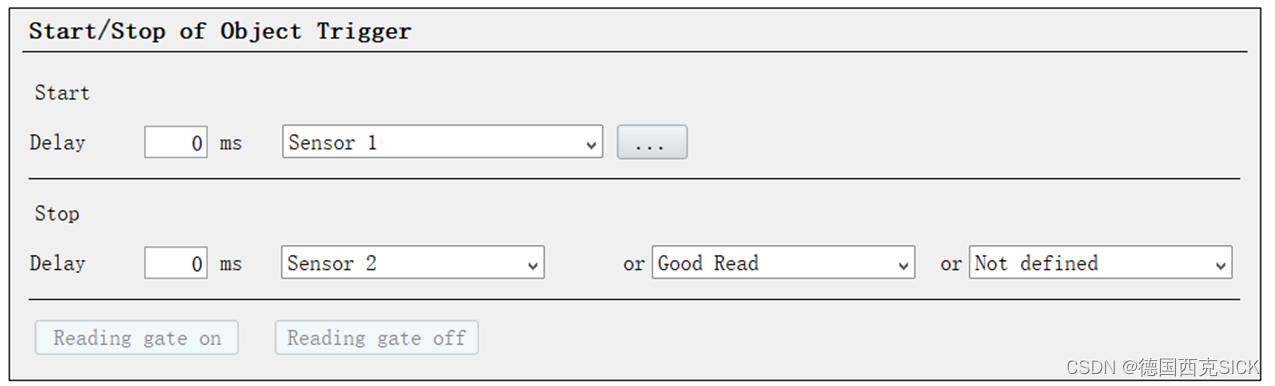
客户是用sensor1 和sensor2 来触发和结束的。用 

![]()
![]()
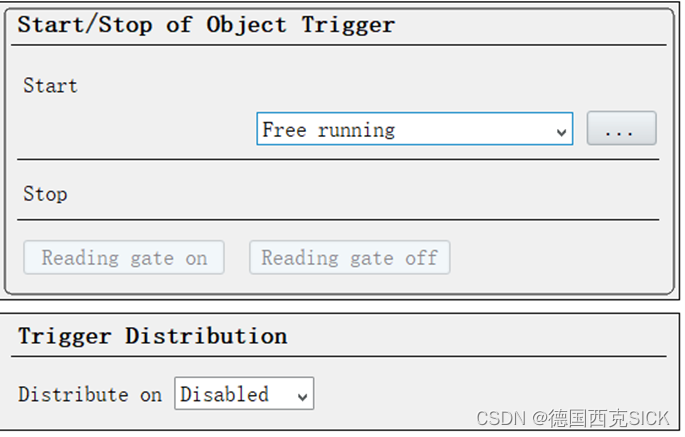
我将触发方式改为free running,输出控制改为as soon as possible。在高速6m/s 的情况 下亦可正常读取,证明产品性能完全可以满足客户需求。

![]()
所以问题明显指向触发条件,我将程序全部检查一遍,发现问题出在客户不小心将sensor1 关联到了teach。所以导致了这个看似读取不成功的现象。
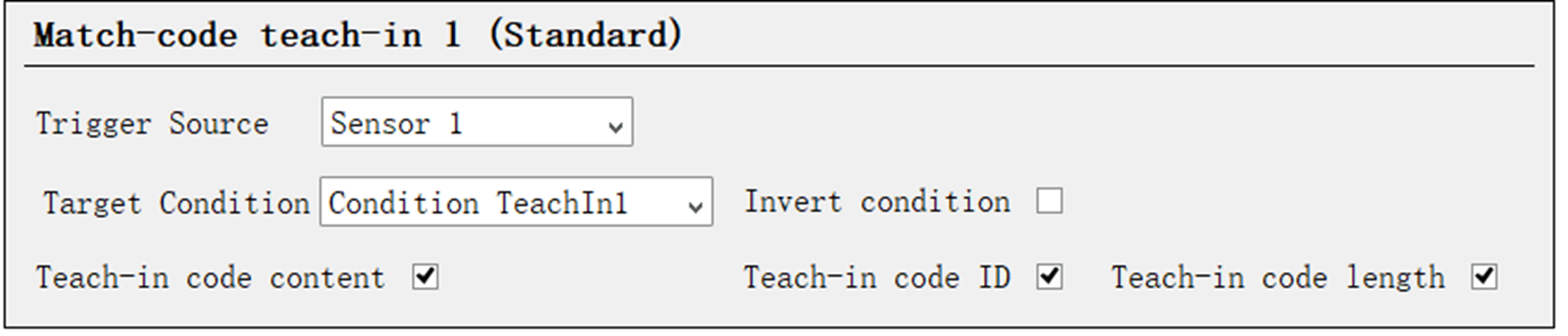
关掉后正常。客户条码质量较差,仍无法正常读取,客户接受用我的模板打印。 2. 现场非产品问题排查:
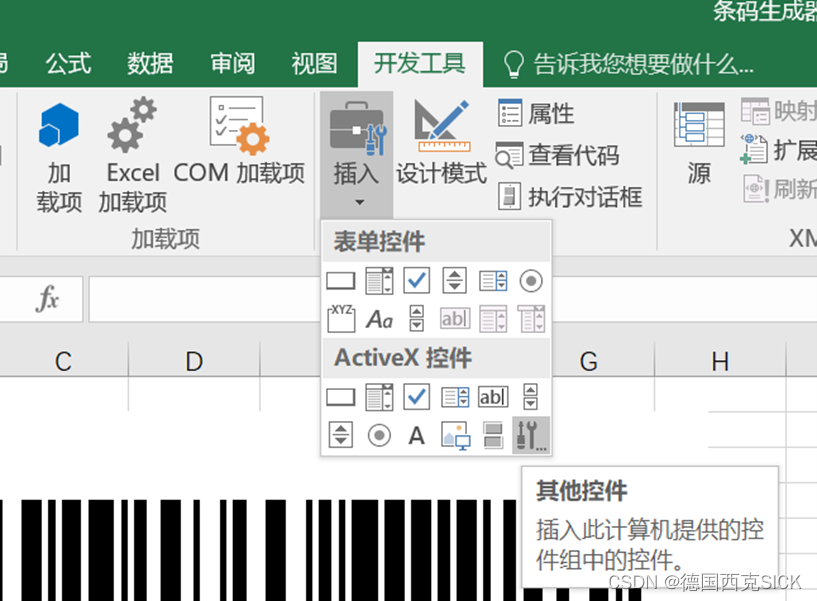
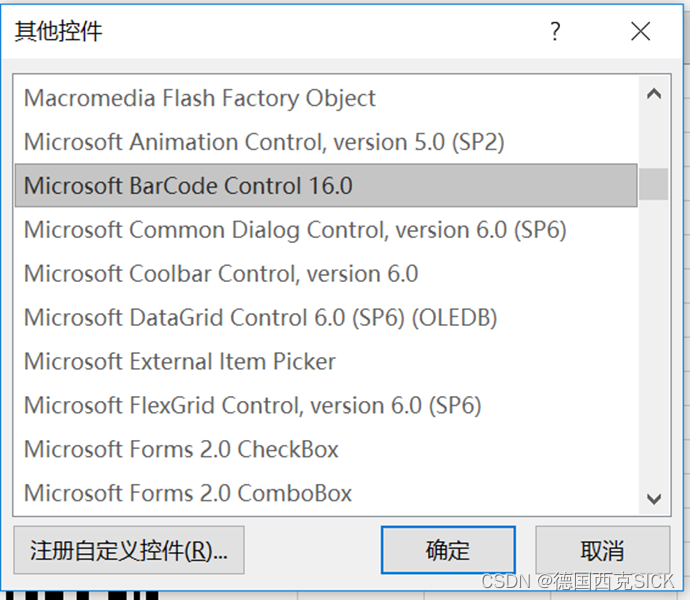
客户条码质量较差,无法正常用于测试。提供一种现场即可制作条码的方式。 首先,打开excel,在开发工具里插入其他控件。
![]()
选泽Microsoft Barcode Control 16.0。
![]()
右键选择对象选择属性。
![]()
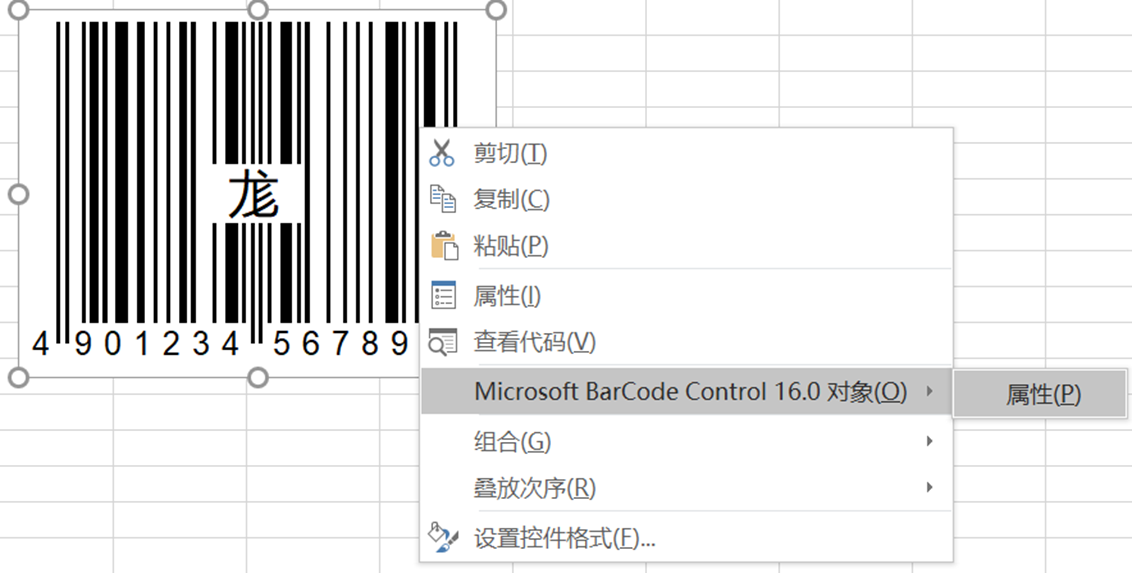
选择客户需要的128 码。

![]()
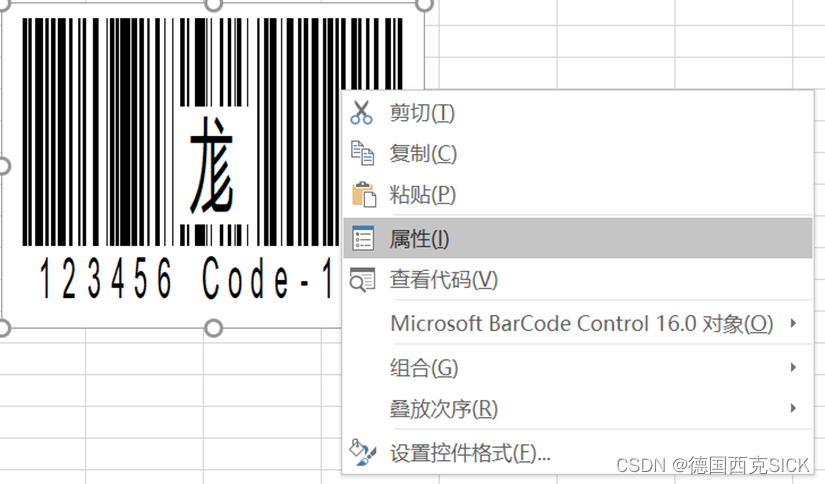
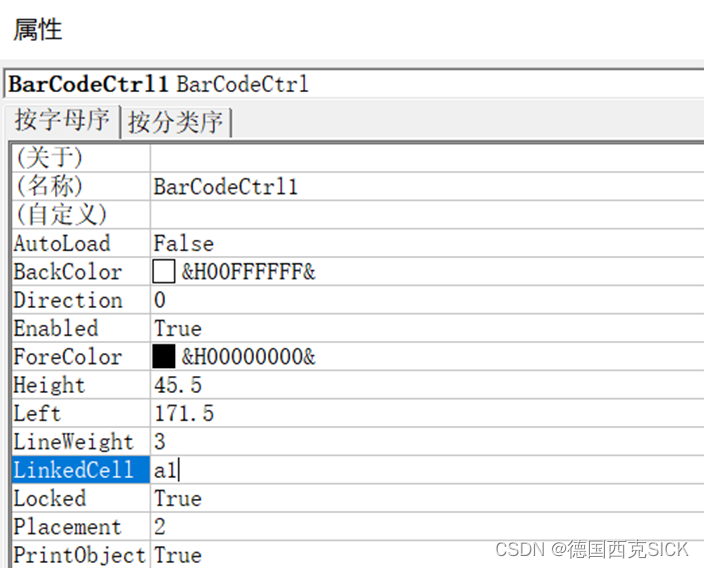
右键点击属性。在linkedcell 里输入你要嵌入内容的单元格。
![]()
![]()
在A1 输入想要的内容后完成。直接打印的条码质量很高,适用于不少场合。客户对条码 没什么要求,决定直接用我做的模板来进行后续生产。
![]()

![]()
3. 第三方上位机调试相关:
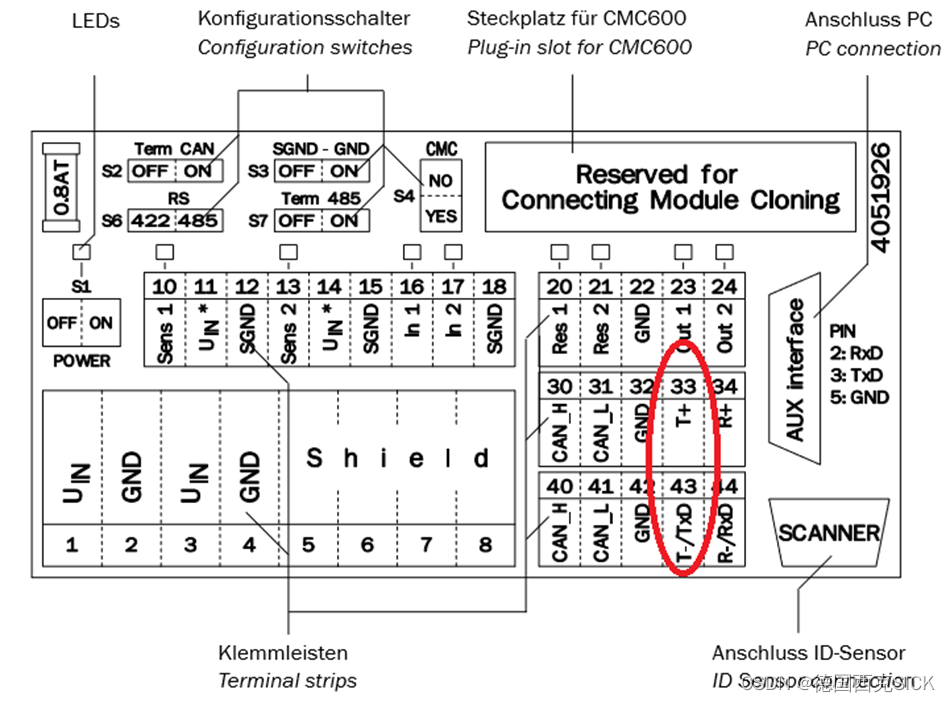
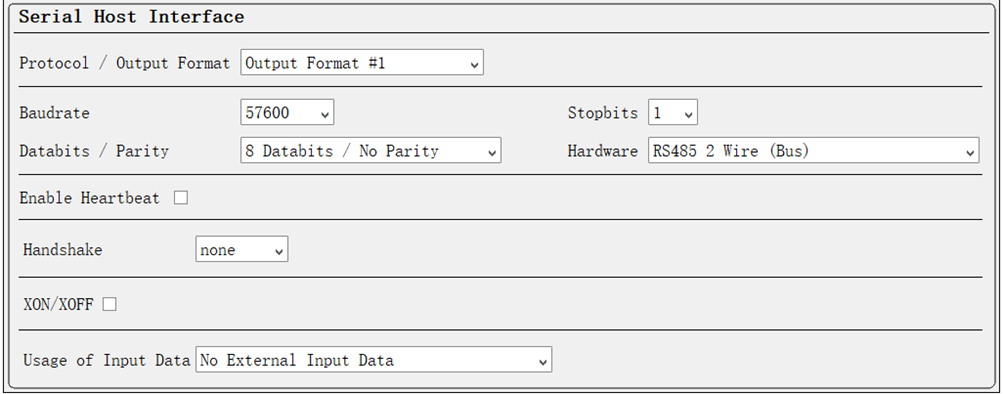
客户采用485 与PLC 通讯。首先我们将PLC 的AB 相接入33,43。 设置好sopas 里的serial 信息。
![]()
![]()
先用串口助手读取数据。确认后接入PLC。
选择Receive_P2P 功能块,BUFFER 给一个数组即完成。

