柔性生产线MES系统的应用实施
柔性生产线MES系统的应用实施 - 模具管理软件丨电子MES丨MES系统厂家丨汽车零部件MES系统 苏州微缔软件股份有限公司官网 http://www.videasoft.com/hangyexinwen/897.html
柔性生产线MES系统的应用实施
近年来,随着JIT(Just In Time)、BTO(面向订单生产)等新型生产模式的提出,企业开始认识到要从最基础的生产管理上提升竞争力,重视信息的准确性及时性,规范流程,意识到通过MES系统的引入,能够充分发挥企业信息化的作用,提高企业竞争力,为企业带来预期效益。MES在国外已经广泛的应用,而国内也有不少企业对MES产生了浓厚的兴趣,本文主要介绍柔性生产线与MES系统的集成控制。
柔性生产线概述
本文介绍柔性生产线如图1所示,主要由多列库单元、冲剪复合单元、激光切割单元、机器人折弯单元等组成。

多列库单元
多列库单元主要由货架、巷道式堆垛机、进出库工作台、WCS系统、WMS系统等组成。用于板材的存储、信息管理,以及将板材输送到各个设备端进行加工。
冲剪复合单元
冲剪复合单元主要由上料装置、冲床、直角剪装置、分选装置、码垛装置等组成;从多列库中取出板材进行冲压、成形、滚筋、打标等工艺加工,并剪切成每个半成品零件,由码垛装置将不同零件分类堆垛,再存储到货架上。
激光切割单元
激光切割单元主要由上下料装置、激光切割机、交互工作台等组成;从多列库中取出板材进行切割加工,由上下料装置进行分拣,再存储到货架上。
机器人折弯单元
机器人折弯单元主要由上料台、定位工作台、翻面架、机器人、折弯机、下料台等组成。用于将冲剪复合单元/激光切割单元加工的部分零件折弯成各种客户所需的半成品,通过人工转运到下道工序。
MES系统概述
MES系统应用架构
MES系统与ERP、多列库物流控制及管理系统、冲剪复合单元、激光切割单元、机器人折弯单元等软件、硬件互联,实现协同作业,如图2所示。
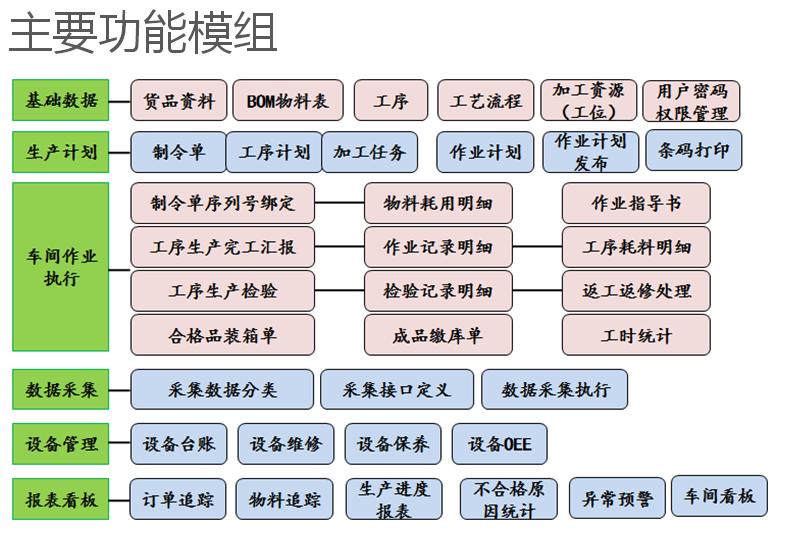
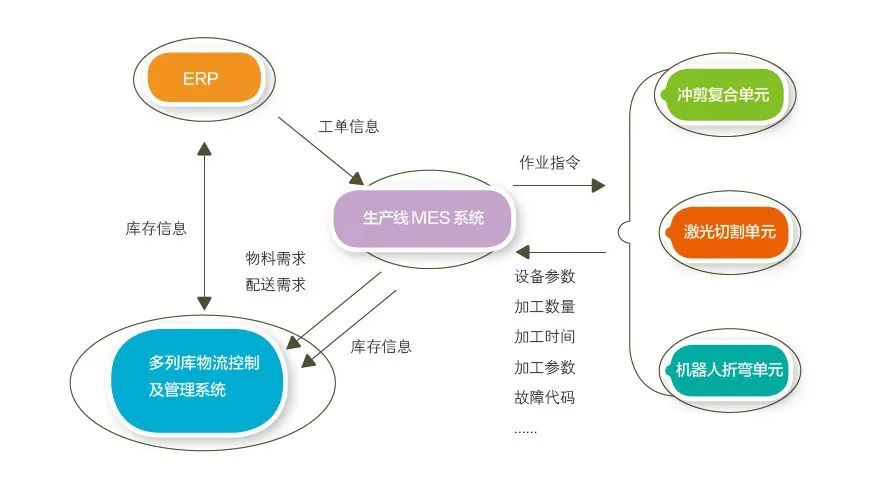
图2 MES系统应用架构
MES系统控制流程
MES系统主要控制流程如图3所示,首先建立作业计划,进行物料检查,在不缺料的情况下进行加工排程,将作业计划下达到各设备端,由设备端发出用料请求后,多列库单元进行物料的配送,配送完成后,设备端开始生产,生产完成,进行半成品的入库申请,物料入库,报工。
MES设备管理
建立MES系统资料维护模块。可以维护系统零件物料信息、原材料信息,单位信息,物料类别信息,设备状态信息等相关基础资料。
建立单独的设备管理(包含系统内所有的设备,比如:多列库单元、冲剪复合单元、冲压单元、激光切割单元、机器人折弯单元等),维护好设备档案及相关保养信息,定时提醒用户保养并保存保养记录。
MES任务管理
用户整理好生产任务清单,包含生产物料编码、图号、生产优先级、NC程序ID、生产设备号、生产任务数量等信息。并将任务信息推送到设备执行,包含任务所需要的原材料信息和NC程序信息。
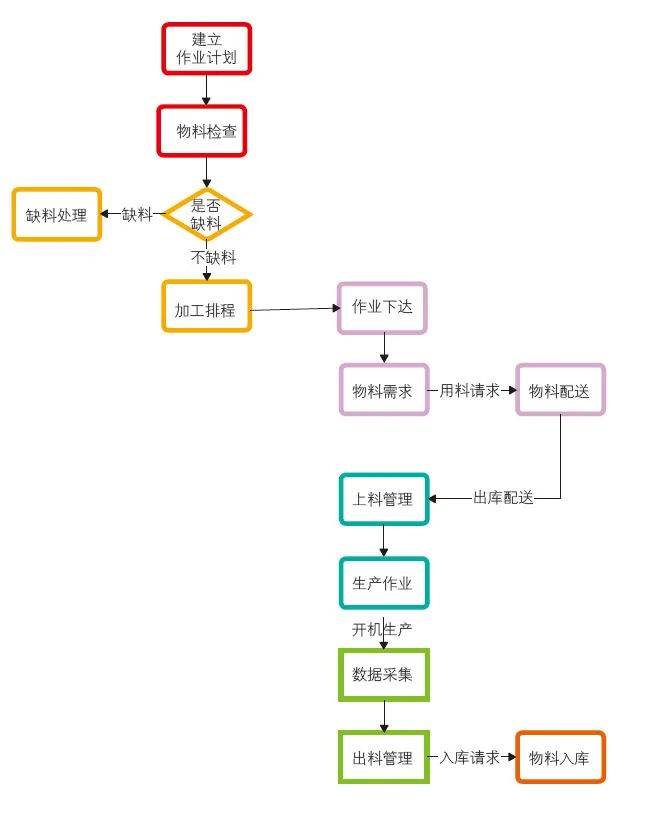
图3 MES系统控制流程
生产作业员在MES系统中生成生产工单,并将工单下达到设备,对应设备编号的设备在收到生产任务后开始加工。
报表管理可以对生产信息、任务信息状态、设备状态信息等系统相关信息进行统计。
生产派单应用
MES生产工单派发
MES系统接收到新的生产任务时,由派单员点击创建工单并调整任务生产顺序后下达到设备,设备接收到任务后第一个任务需要由人员在MES点击“开工”按钮,MES将生产工单信息(含生产工单号、生产的物料及对应的NC程序)传递到设备,设备通过识别NC程序名称到固定的文件目录中查找NC程序并加载。设备在加工过程中实时将报工信息传递到MES,MES接收并记录这些信息。
MES工单循环作业
设备当前任务完成后,将完成信息传递到MES,MES将自动传递下一条生产任务到设备,设备继续执行生产任务,以此循环往复。
MES插单作业
当设备生产过程中有插单需求时,由生产计划员在MES系统中进行插单作业(修改作业数量或调整作业顺序),MES系统先检查插单操作是否影响设备当前作业的工单或者即将作业的工单,当没有影响的时候,可以在MES中直接操作并更新任务列表;当有影响设备当前作业任务时,MES询问设备是否可以进行插单作业,设备反馈信号至MES,MES根据反馈结果判断是否允许当前的插单操作。插单模式又分为当前工件插单与当前工单插单,作为工单加工完成或工件加工完成插单的依据。
MES任务关闭
当生产过程中有任务关闭需求时,由计划员在MES系统上进行关闭操作,MES系统优先判断当前的关闭作业是否影响设备的当前生产任务,如果不影响直接关闭;如果影响就询问设备是否可以关闭当前任务,MES根据设备的反馈结果决定是否可以执行关闭作业;如果强制关闭设备在做的当前任务,需要等待设备当前在制的产品完工后才可以关闭。
生产线动作介绍
MES 派单
MES系统分别向冲剪复合单元、激光切割单元、机器人折弯单元派发加工任务单,并可查看工单加工进展。
设备任务自识别
设备在接收到上位发送的任务后,进行任务识别,识别内容如下:
⑴冲剪复合单元:检查机床行程、冲压吨位等机床特性是否满足该任务需求;检查冲床模具,剪床刀口间隙是否准备到位。
⑵激光切割单元:检查切割气体是否满足要求。
⑶机器人折弯单元:主要是折弯模具是否可行。
设备任务识别完成后,将识别结果反馈给上位控制系统,对于可执行的任务立即开始加工,对于识别失败的任务反馈上位控制系统任务失败原因。
多列库单元及MES分配加工板材
冲剪复合单元、冲压单元、激光切割单元、机器人折弯单元根据所接收的任务要求向料库要料,由于冲剪复合单元、冲压单元、激光切割单元、机器人折弯单元均由多列库单元提供原材料,因此多列库单元根据两者请求要料的时间顺序,依次向设备输送原材料。若发现原材料没有或数量紧张,及时向MES反馈,提示及时增补。
设备加工及信息反馈
加工设备在料库将原材料板材输送到位后,开始进行任务加工。设备在加工过程中对于加工信息实时向上位进行反馈,同时对于设备状态进行实时刷新。
结束语
随着“中国制造2025”的来临,工业制造的自动化程度将越来越高,MES系统在钣金加工中的应用也将越来越广泛。MES系统地解决了钣金加工任务合理分配的问题,大大提高了钣金加工能力,同时也提高了钣金加工的自动化程度,并降低了工人的劳动强度。
机床自动化、智能化的快速发展,使钣金加工行业自动化、智能化的程度越来越高,不同机械结构的机床及配套辅机越来越多,MES系统的应用领域及范围也必将越来越广。
——摘自《钣金与制作》 2020年第12期
更多MES系统 模具管理软件 零部件MES
装备制造MES http://www.videasoft.com/hangyexinwen/896.html 电子MES

 浙公网安备 33010602011771号
浙公网安备 33010602011771号