PC-100垂直拉制仪使用指南
序言
现在大部分的实验室配置的都是水平拉制仪(大部分是Sutter的P-97和P-1000)的普及,很多新的实验室也没有人配备垂直拉制仪,但是垂直拉制仪在制备锥度较长的吸附针呀、注射病毒这种用途时,比水平拉制仪更具优势,有时候,在水平拉制仪出故障或者比较急时,一些实验室也会使用垂直拉制仪来制备电极,由于垂直拉制仪的面市时间有点久了,网上也没有什么特别详细的教程,因此这里我将我自己总结的方法写出来,当然,拉制仪这种设备,随着使用时间,环境温度,出场批次的不同,各个设备的实验参数是无法复制的,这个使用过Sutter的MP-1000的同学应该有感触,所以我的实验参数与你的可能存在差异,但是调节各个参数带来的电极变化应当是一样的。
PC-100简介
PC-100是成茂公司生产的,原理是利用重力,将加热软化的玻璃拉制到我们设置的玻璃参数,至于怎么拉,怎么调,下面会详细说明,成茂其实是有一本自己的说明书的,里面包含了拆卸,启动,保养,但是这个公司就是不出电子版的说明书,只有在你购买的时候,会随这设备送你一本,好像你这说明书有啥机密似的,不过,这个说明书我都扫描下来了,大家有兴趣可以自己去看,这里是链接,备注,全英文。

PC-100的构成
PC-100的面板由两部分组成,左边的一部分是制备电极部分,有固定玻璃管的夹具,加热丝,配重块,上下距离设定标尺。右边是拉制仪的控制部分,从上到下是显示器,调温旋钮,模式选择按键,启动按键,系统电源开关。

控制部分
- 1、显示器:用于显示当前的模式,例如我们是处于一步拉制模式还是两步拉制模式,此时的加热值是多少,以及在拉制完成后,屏幕也会显示这次拉制用了多少秒。例如:下图中的屏幕显示的是第一步加热值:70,当前的工作模式是一步拉制模式;拉制完成时共耗时7.6秒
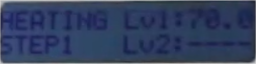
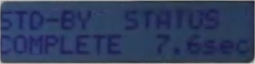
-
2、调温旋钮:调节加热值的,加热值是影响电极成型的最直观的因素,P-100的加热是30-100,其实就是以满功率的百分之几来加热,旋转旋钮,屏幕上的加热值会同步变化,左边的旋钮是调节第一步加热值,右边旋钮是调节第二步加热值。
-
3、模式选择按键:选择你想让拉制仪工作在哪个模式下,上面的按键是一步拉制模式,下面的按键是两步拉制模式,按下按键后,屏幕上的STEP会显示我们设置的模式是STEP1(一步拉制模式)还是STEP2(两步拉制模式)。
-
4、启动按键:这个是整个设备设定好参数后的程序启动按键,当你设定好所有参数后,按下这个按键,设备就会按照设定好的程序,运行整个拉制流程。
-
5、电源开关:这个是设备的总开关,需要按下这个开关,整个设备才会启动。
制备电极部分
- 1、玻璃管夹具:这个很好理解,就是固定玻璃管的,将玻璃管从上夹具穿过加热丝到下夹具,拧紧固定螺母就好了,注意,螺母不要拧太紧,太紧会导致玻璃管碎裂。
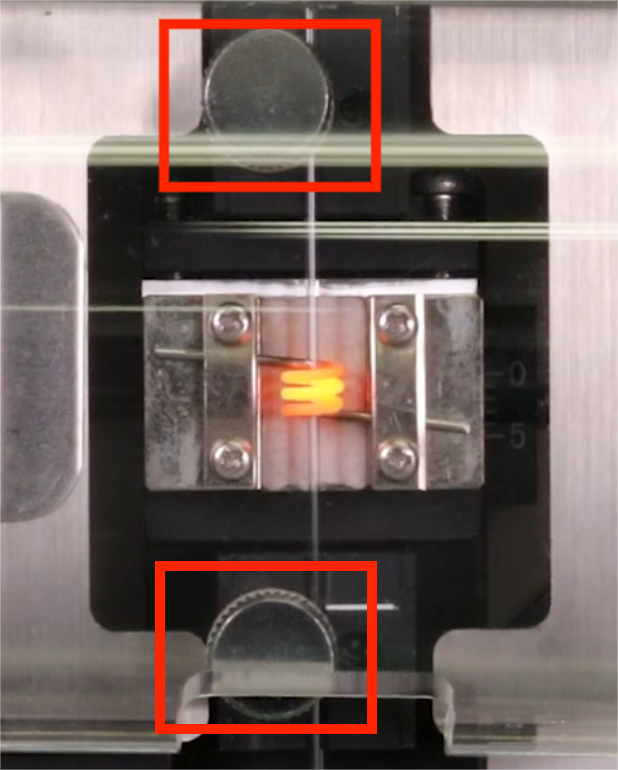
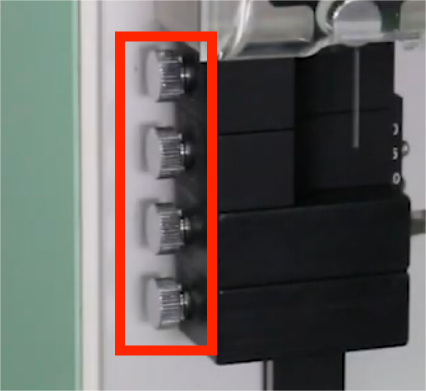
- 2、配重块:可以影响制备电极的可调节参数,旋转左边的旋钮可以拆装配重块。
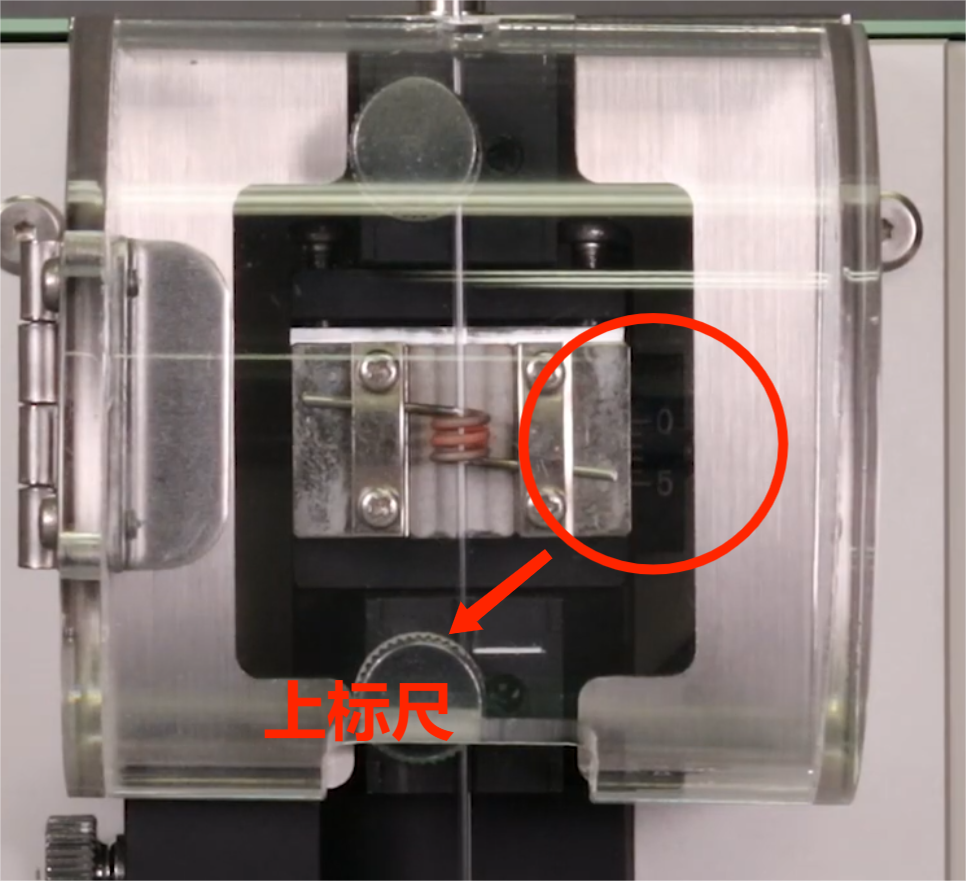
- 3、标尺:这个参数也是可以影响制备电极的可调节参数,但是不同于配重块,这个参数只在两步拉制模式中起作用,同时这个参数理解起来比较抽象,而且,PC-100是存在上下两个标尺的,只不过上标尺隐藏在加热保护罩内,上标尺需要拆卸掉保护罩才能调整,正常情况下,两个标尺是需要同步调整的,一般将上标尺的值取成下标尺的值的一半,例如:上标尺设置3mm,下标尺设置6mm。

那么,这个标尺影响的是制备电极的哪个过程呢,我们先来看两步拉制的过程,在两步拉制中
1、加热丝会开始加热,你会看见加热丝变红,
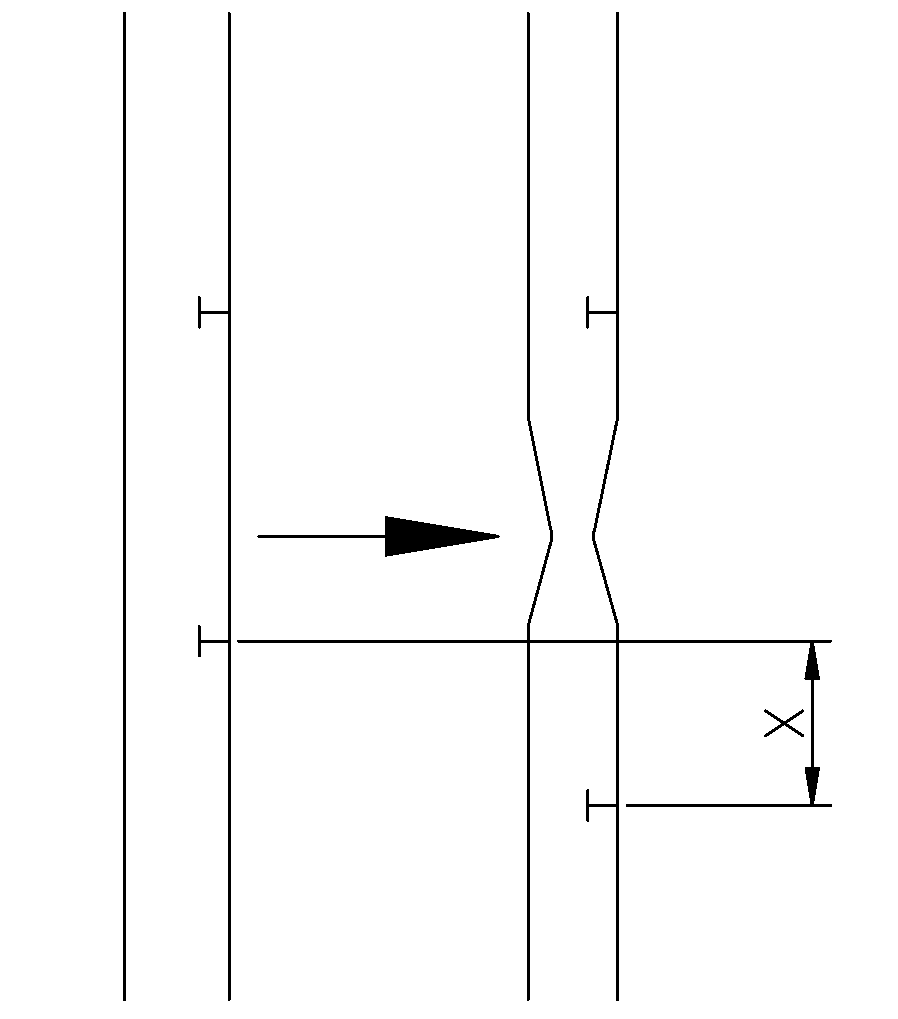
2、然后玻璃管开始融化,并开始下降
3、玻璃管在下降一个距离(X)后,会停止移动,
4、然后加热丝停止加热,加热丝慢慢冷却,
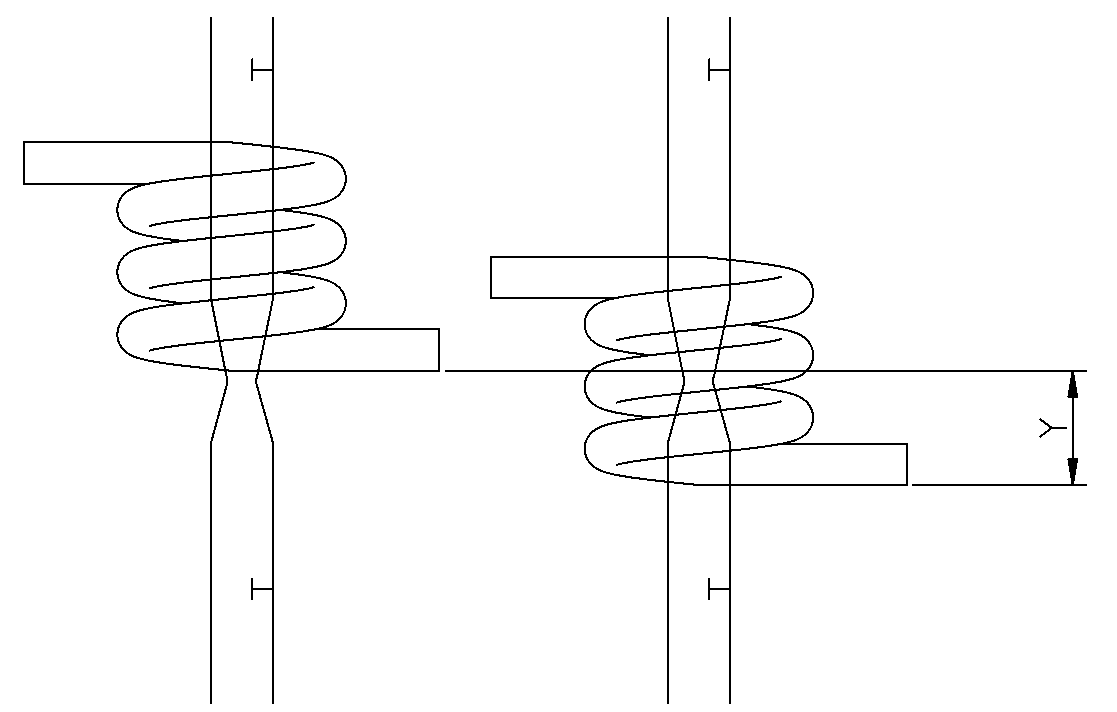
5、加热丝向下移动一个距离(Y)。
6、加热丝又开始加热7、玻璃管被拉开。
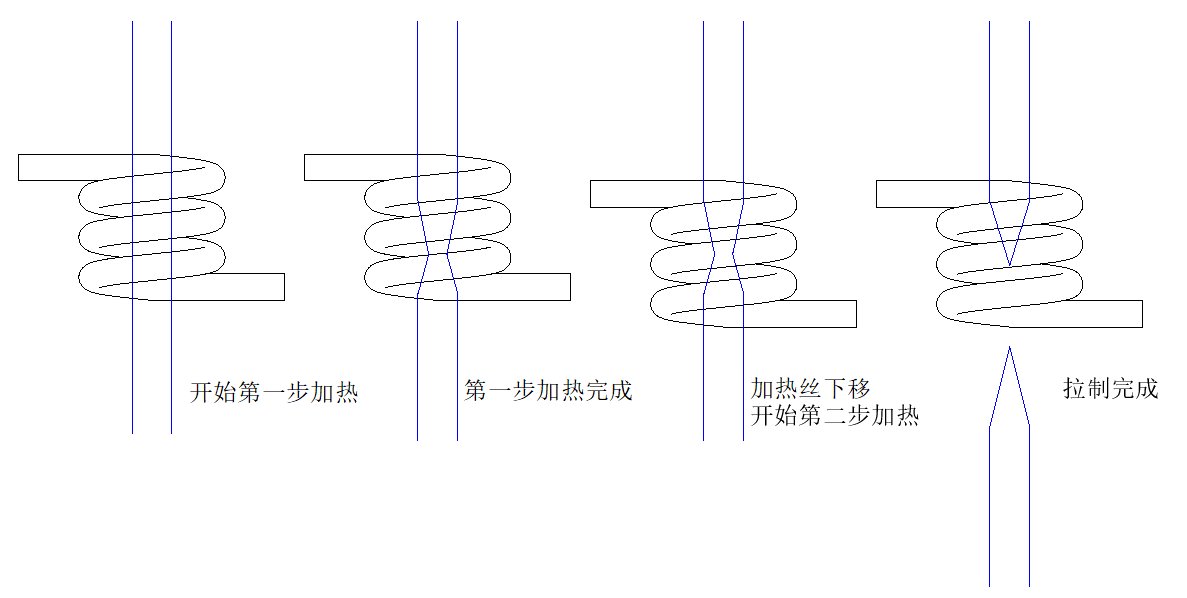
下标尺设定的就是玻璃管第一次加热后,融化移动的距离(X),下标尺设定的是加热丝移动的距离(Y),由于PC-100是玻璃管的一段受力,所以融化的形成的部分的中点会偏向下,所以,需要移动加热丝到融化的中点。
PC-100的工作模式
PC-100有两种工作模式,一步拉制模式和两步拉制模式,这两种模式主要的区别是玻璃管成型的形状区别。
- 1、一步拉制模式:这种模式适合拉制锥度很长的电极,例如用来打病毒的,吸附电极这类的,一步拉制模式下。
- 2、两步拉制模式:这种模式适合拉制锥度较短的电极,例如膜片钳这类的,。
如何使用C-100的制备合适的电极
在看完上面的内容后,我们接下来就可以开始制备电极了,首先我们先来确定各个参数对电极的影响。
第一步加热值对电极的影响
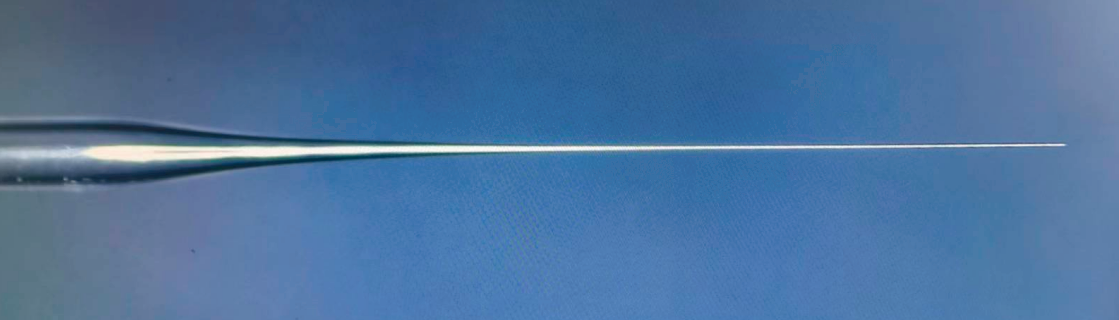
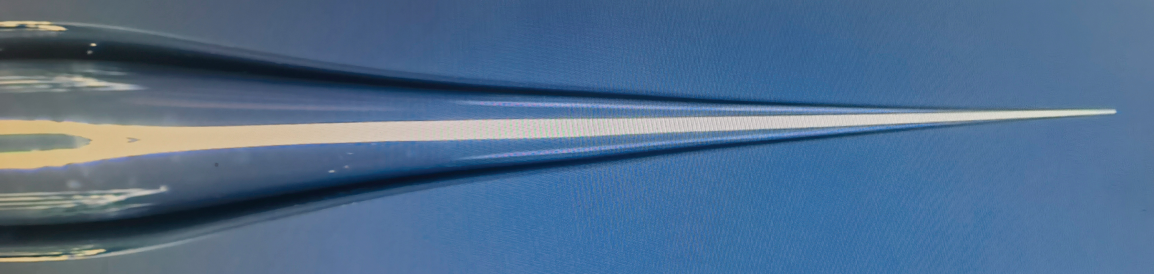
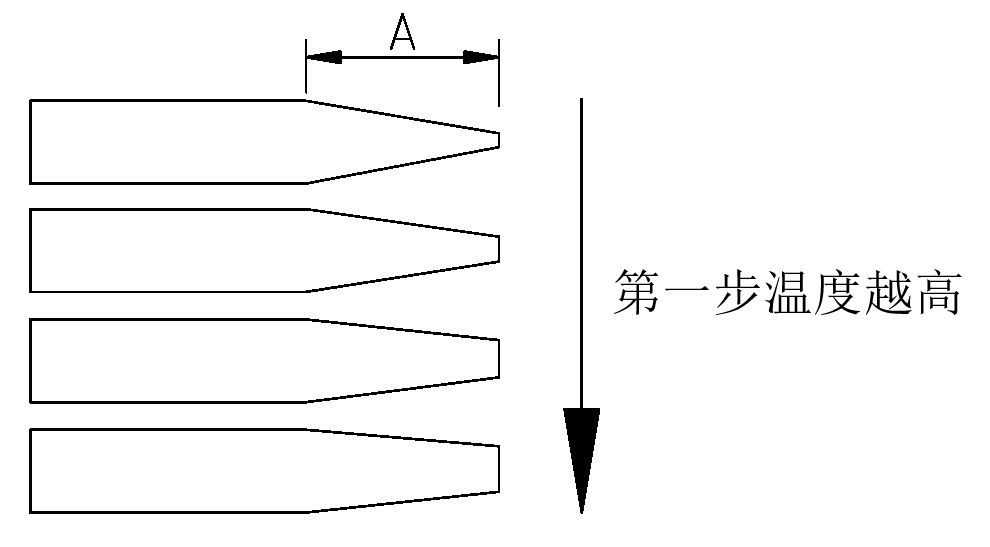
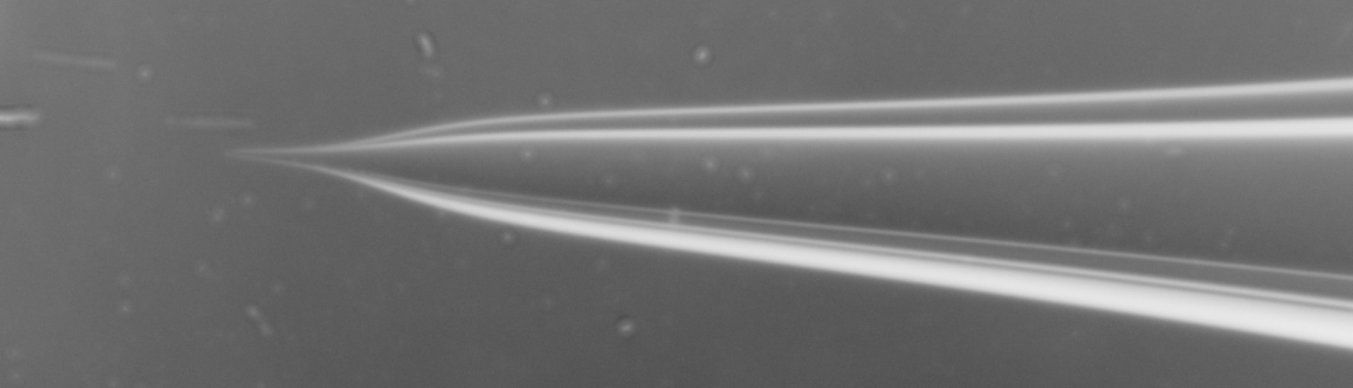
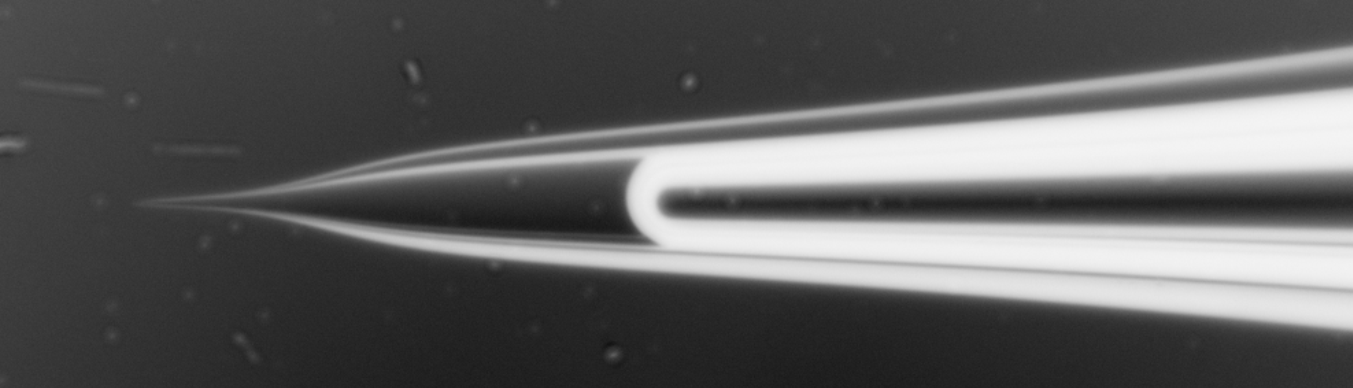
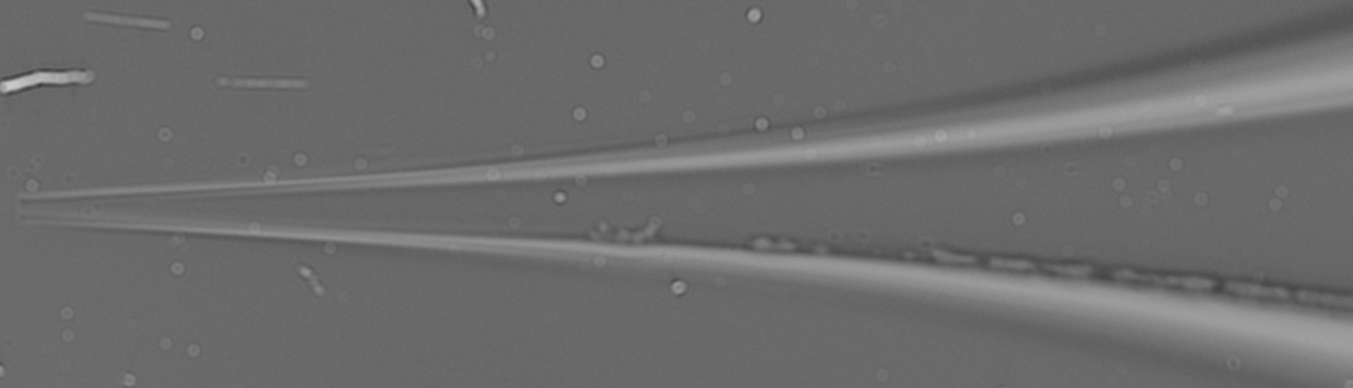
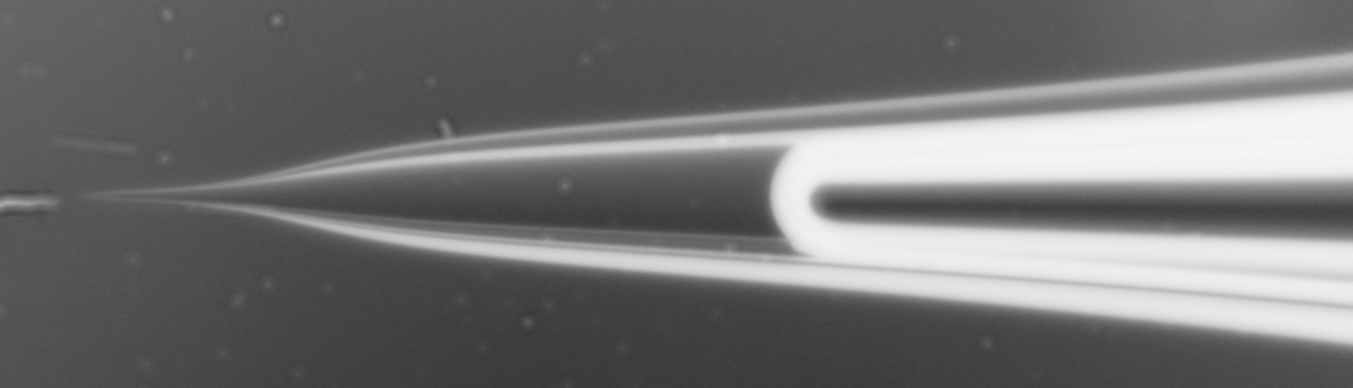
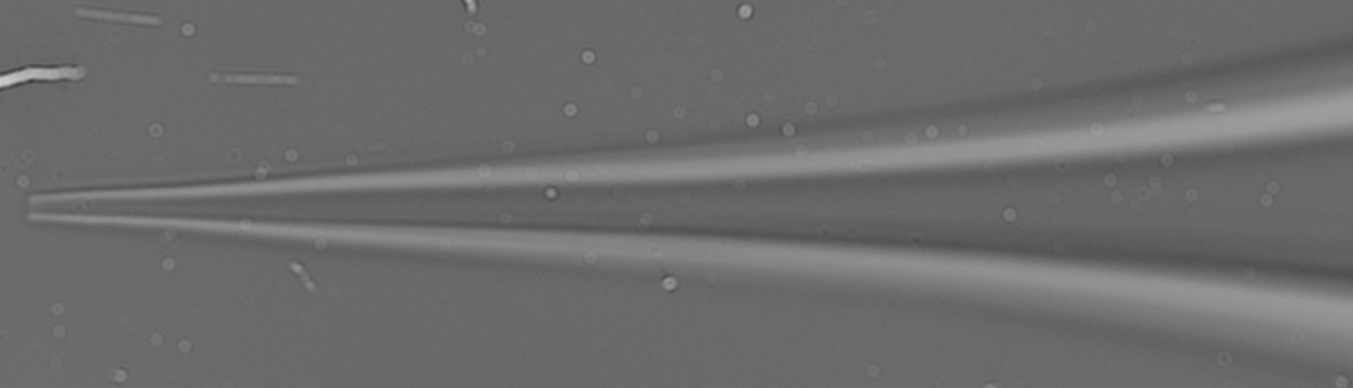
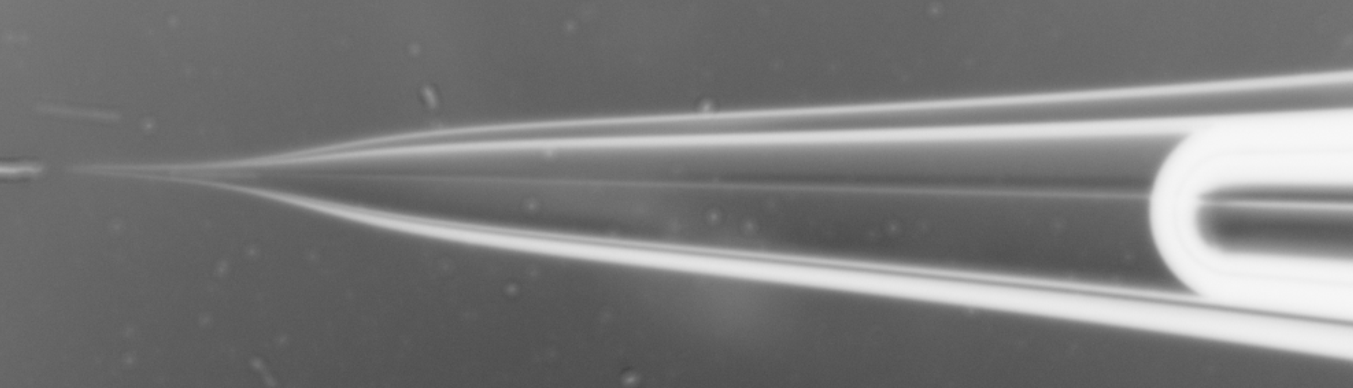
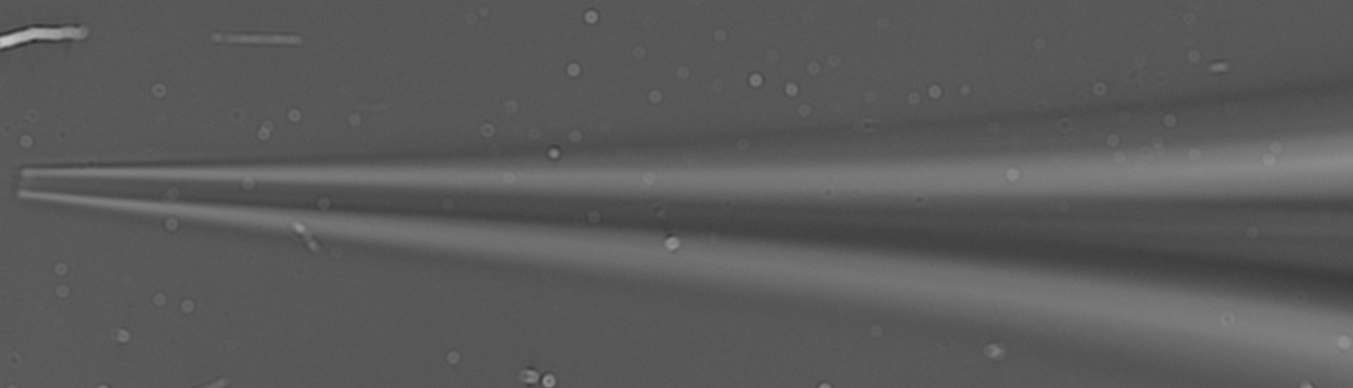
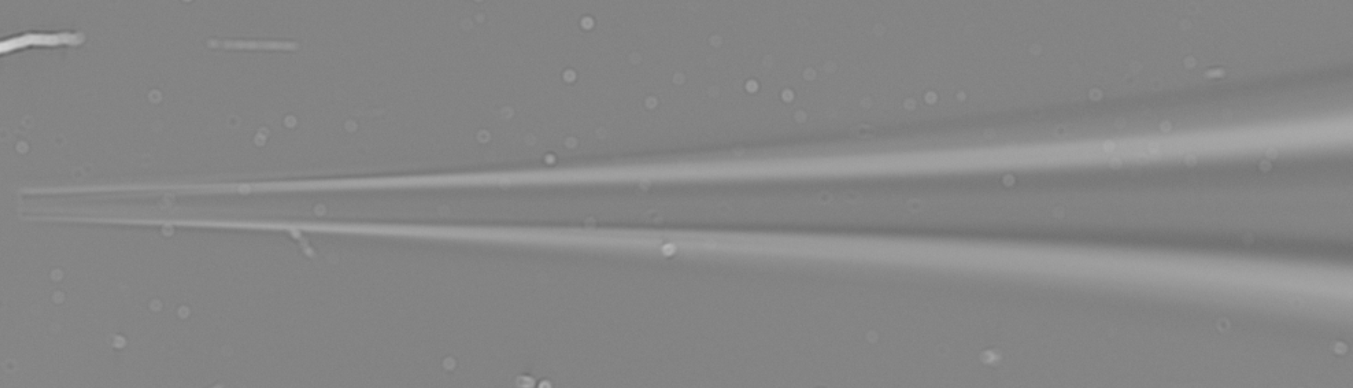
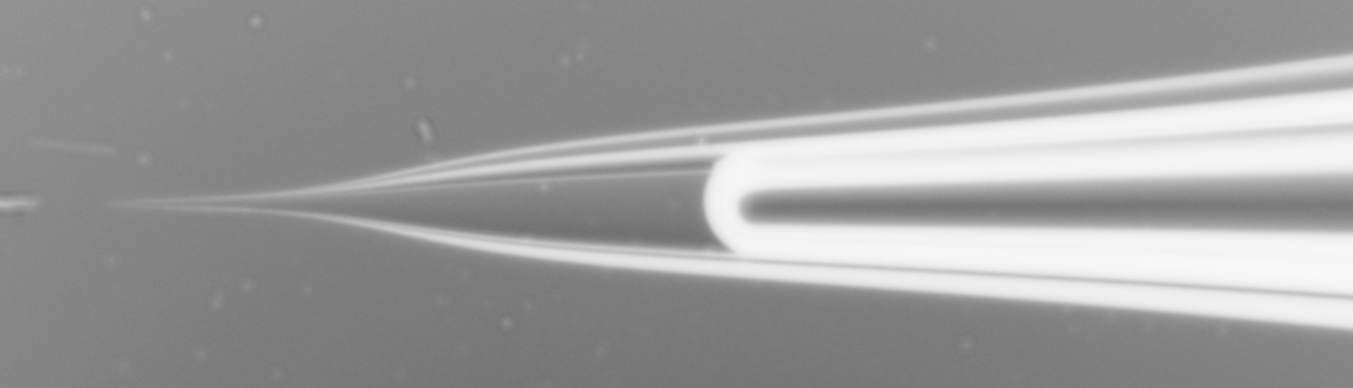
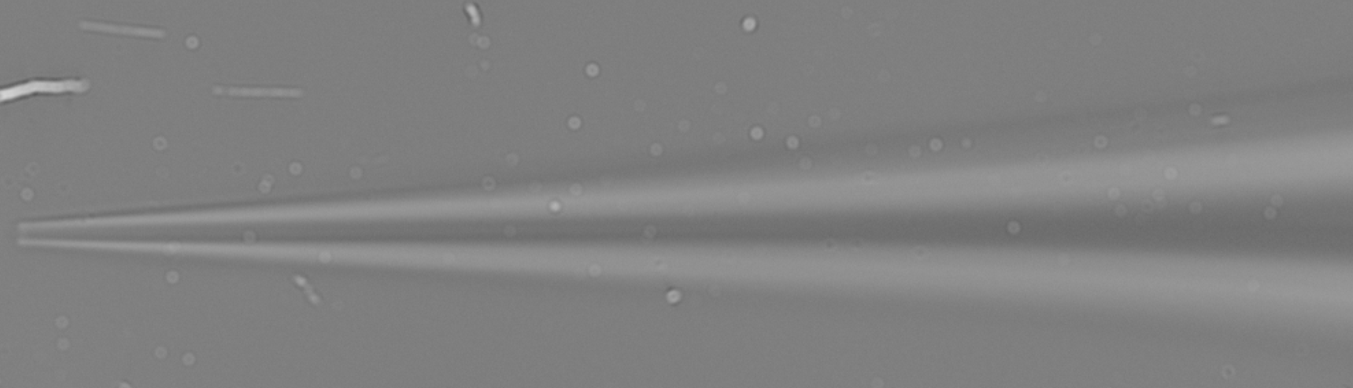
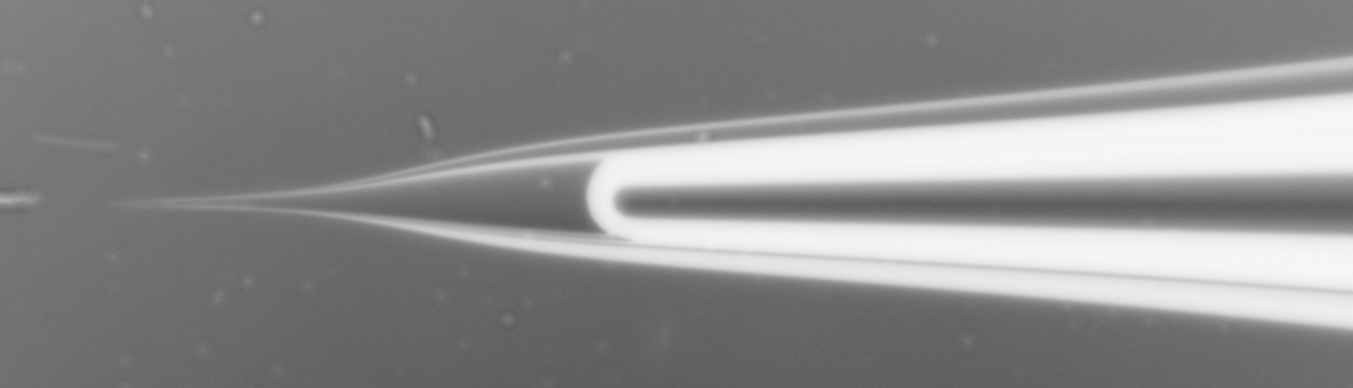
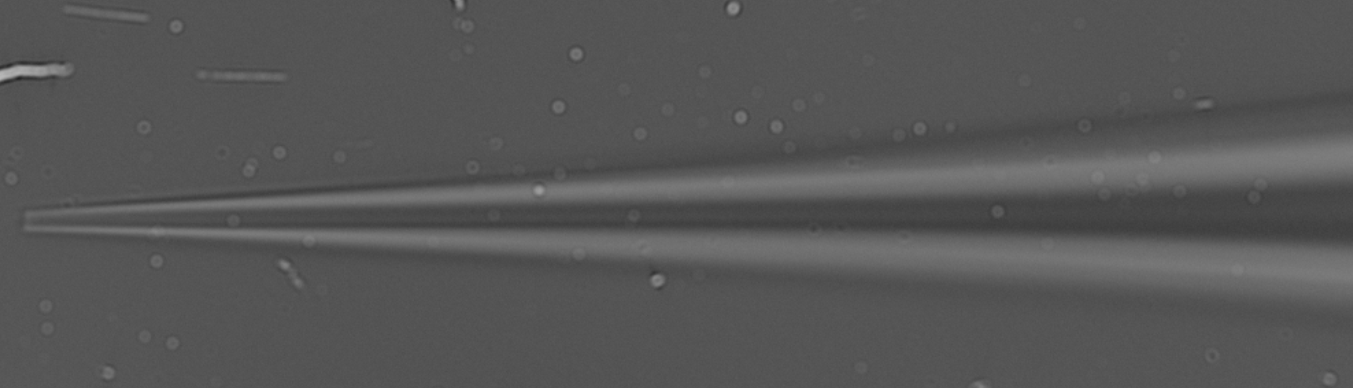
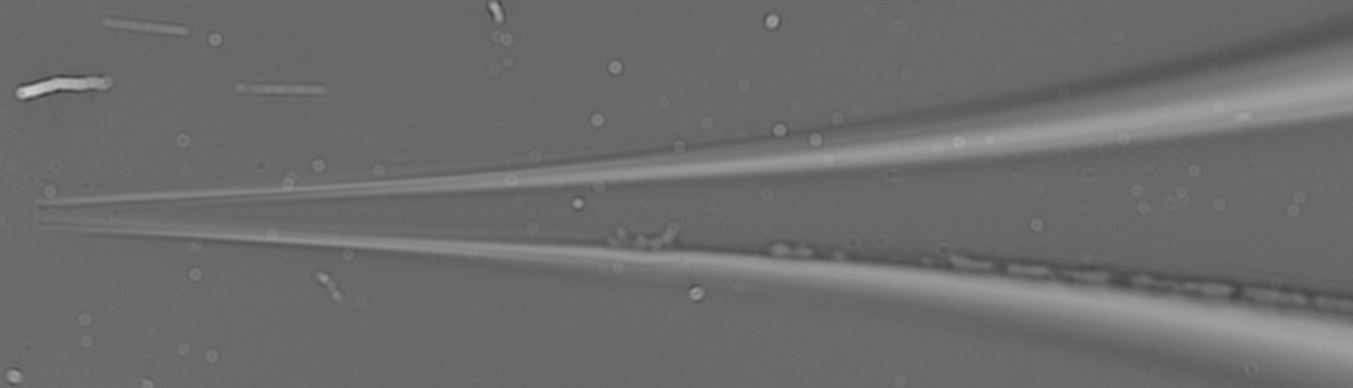
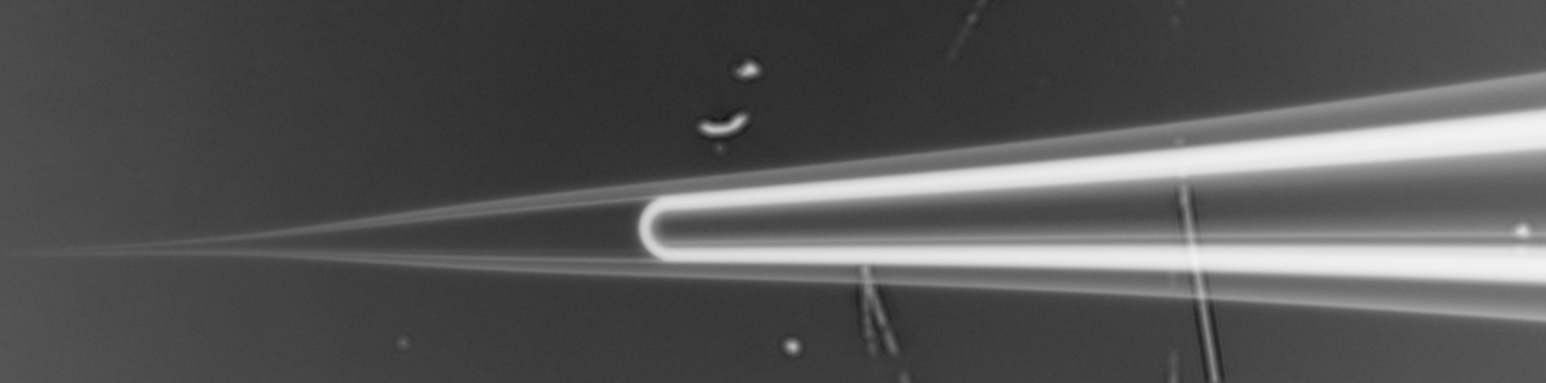
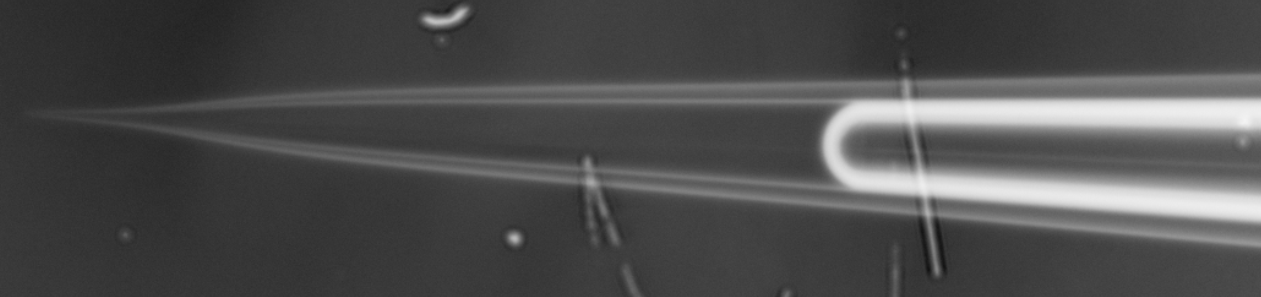
由于两步拉制的模式更加复杂,而我只拍摄了两步拉制模式中的样本图,所以我们先讲解在两步拉制中,各个参数对电极的影响。两步拉制模式,玻璃管在拉制过程中经历了两次,形体经历了两次变化,所以,可以将电极分为两部分,第一步的加热制备A部分,第二步的加热制备B部分。

第一步加热值61
第一步加热值64.5
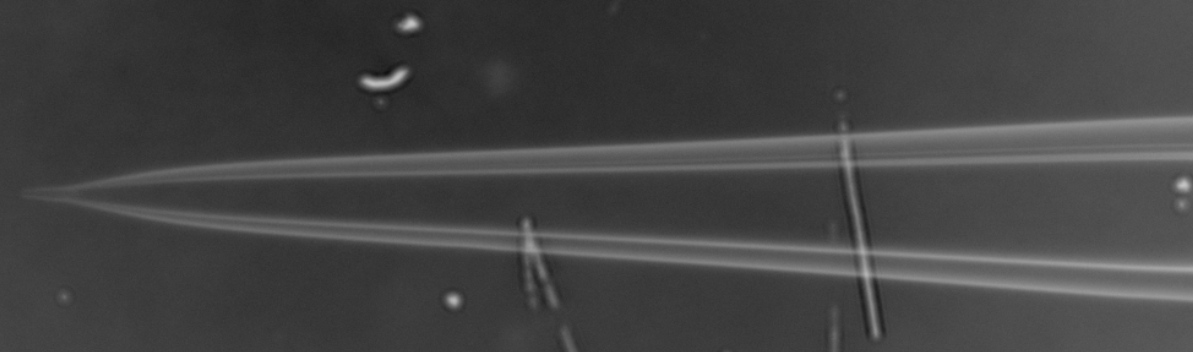
第一步加热值68
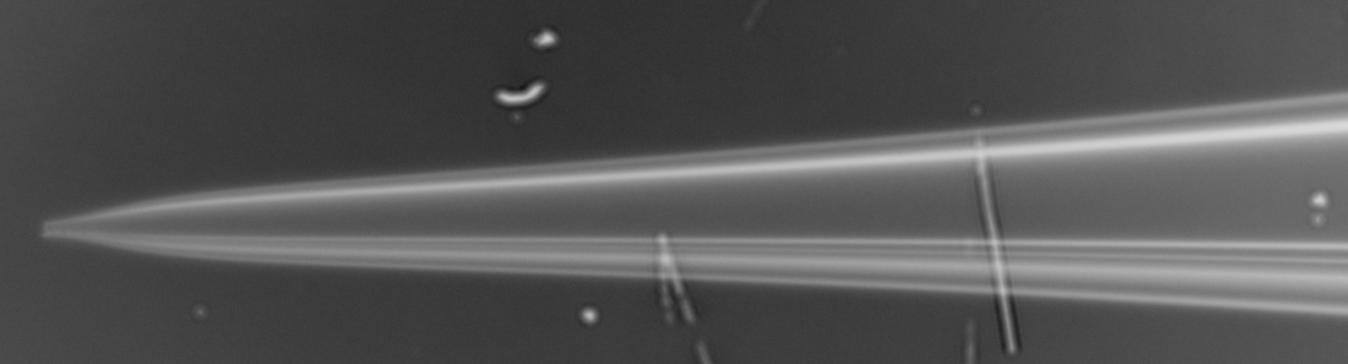
第一步加热值71.5
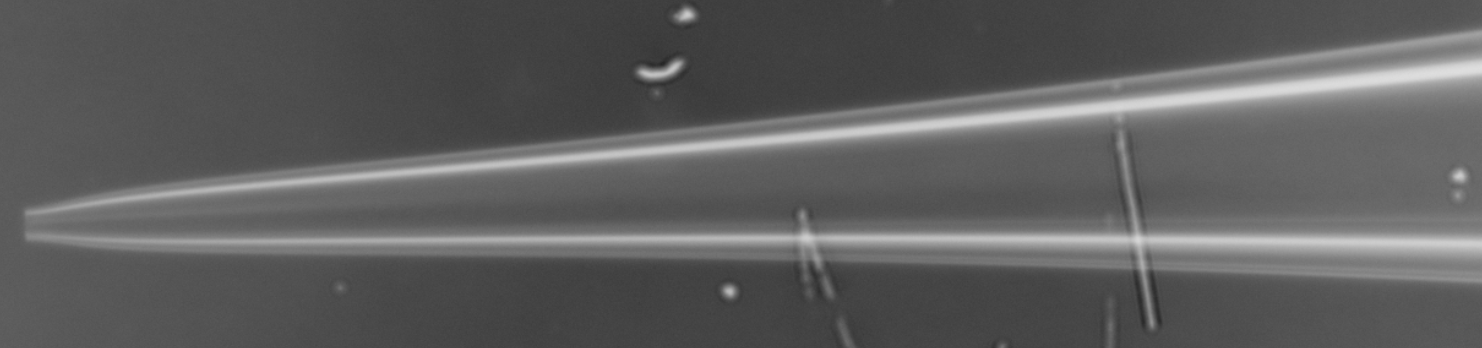
第一步加热值75

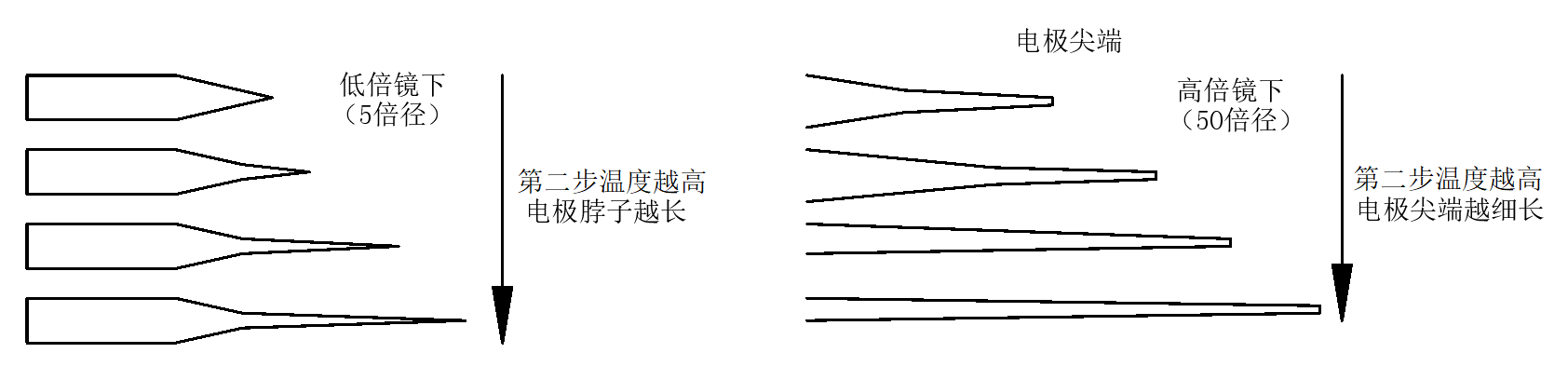
第二步加热值对电极的影响
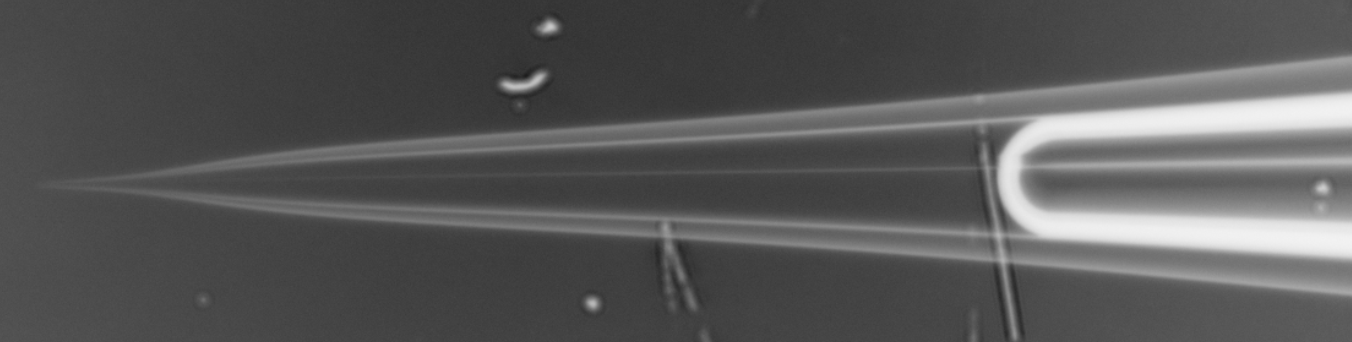
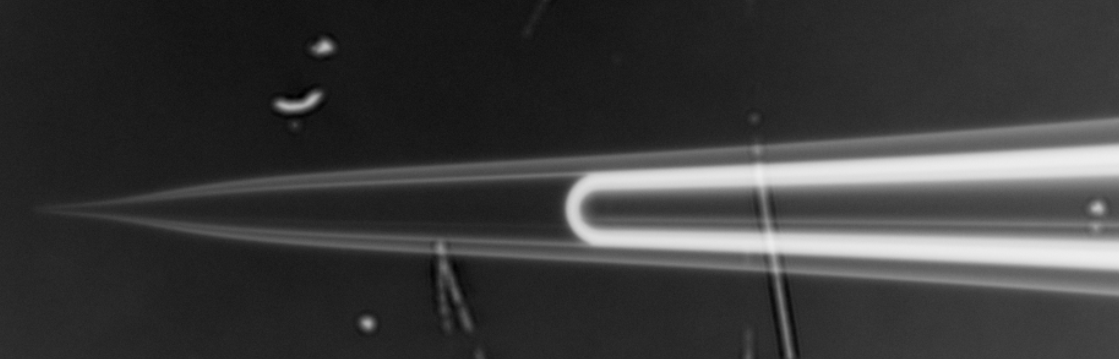
那么,改变第二步加热值会对电极形状产生什么影响呢?我们还是先来测试一下,同样,我们将测试条件设置为上刻度尺2.5mm,下刻度尺5mm,第一步的加热值设置为61,第二步温度设置为50,配重块使用1个重配重块,将第二步的加热值以0.5的单位,逐渐升高,取下端的玻璃管为测试对象。

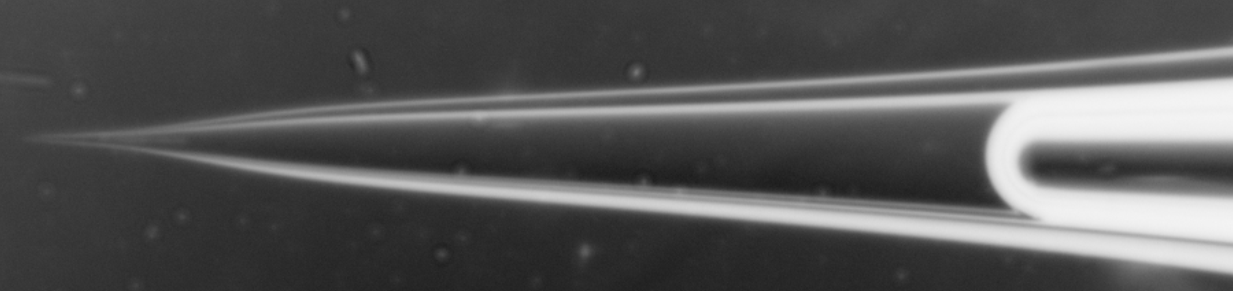
第二步加热值50
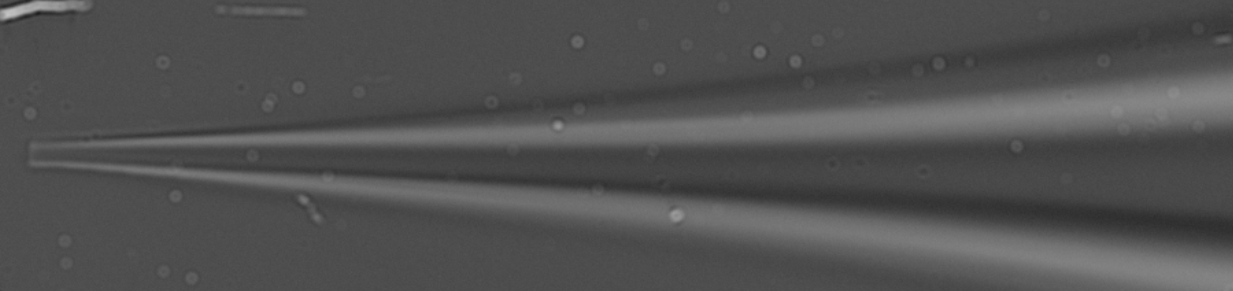
第二步加热值50.5
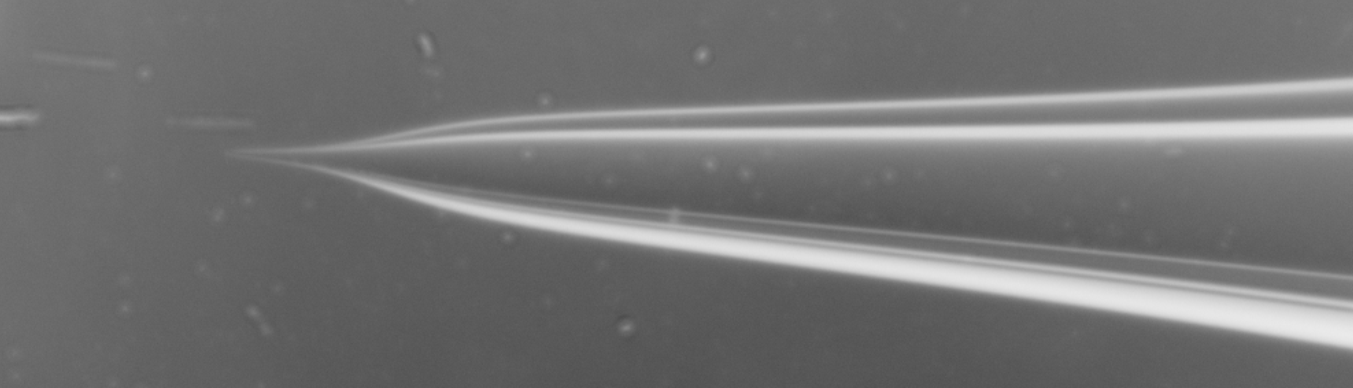
第二步加热值51
第二步加热值51.5

第二步加热值52
第二步加热值52.5
第二步加热值53
通过上面的实验图像可以看出,随着第二步加热值的增加,电极的开口的尺寸越小,但是,电极尖端的长度也被拉长,也能看出,通过对第二步加热值的改变对于尖端的变化非常巨大,这也就是有不少人说使用垂直拉制仪拉制膜片钳电极非常麻烦,参数的变化非常敏感。
配重加热值对电极的影响
接下来,我们来看一下配重块对电极的影响,我们还是先来测试一下,同样,我们将测试条件设置为上刻度尺2.5mm,下刻度尺5mm,第一步的加热值设置为61,第二步温度设置为50,配重块使用1个重配重块,和4个配重块,取下端的玻璃管为测试对象
1个重配重块
4个配重块
标尺值对电极的影响
接下来,我们来看最后一个参数对电极的影响,即标尺对电极的影响,由于标尺在实际的使用中,一般是将上标尺的值设置为下标尺的值的一半,所以,我们这样设置测试条件,第一步加热值为57,第二步加热值为为49.4,配重块使用一个重配重块,分为三组,倍镜使用5倍镜:
1组:上刻度尺2mm,下刻度尺4mm
2组:上刻度尺2.5mm,下刻度尺5mm
3组:上刻度尺3mm,下刻度尺6mm

第一组
第二组
第三组
备注:将上标尺设定为下标尺的一半,这样制备的电极,上下两只是不一样长的,如果你想让两个电极都一样长,可以将上标尺再往下移动一点,距离的长度需要慢慢试,建议以0.1mm的步长变化,这样,上下两只电极就是相等长度。
结论
一步拉制模式
在一步拉制模式下,我们能够调节的参数只有加热值和配重块的个数。
- 1、加热值:加热值越高,电极的锥度越长,电极的开口越小
- 2、配重块:配重块越重,电极的锥度越短,电极的开口越大
两步拉制模式
在两步拉制模式下,我们能够调节的参数有第一步加热值、第二步加热值、配重块的个数、上下标尺的距离。
- 1、第一步加热值:第一步加热值越高,电极的锥度越短,电极的开口越大
- 2、第二步加热值:第二步加热值越高,电极的锥度越长,电极的开口越小
- 3、配重块:配重块越重,电极的锥度越短,电极的开口越大
- 3、标尺:标尺的长度越大,电极的锥度越长电极的开口越小

 浙公网安备 33010602011771号
浙公网安备 33010602011771号