位置度具体怎么计算?实际生产中,定位孔的定位方式及位置度大小的选择
在实际标注过程中,我们对孔位一般标识孔径公差和位置度公差,当标识了位置度公差时,很多人认为位置度控制了孔位的X/Y/Z三个方向的约束,但是,这种理解是正确的吗?
若是你认为是正确的,只能说你对位置度的真实含义还是理解有偏差的。
位置度 TOP:Tolerance of Position
位置度指一个或多个尺寸要素相互之间或相对于一个或多个基准的位置。
位置度定义FOS从真正位置到允许位置的变化量的形位公差。
从字面理解来看,位置度是相对一个或多个基准的位置,其公差带的真实含义是从真正位置到允许位置的变化量。这里有个很重要的信息,即相对于基准的位置。所以,位置度真实控制的约束要素是什么,约束的是相对于基准的位置变化。
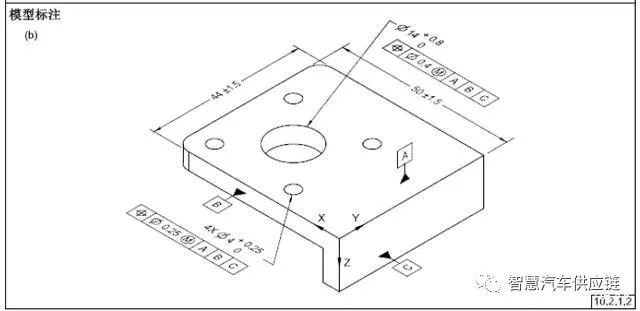
如下图示例,对4个4mm孔位的位置度要求为0.25 M ,基于A/B/C基准,其中A基准控制Z向,B基准控制Y向,C基准控制X向。此时的位置度应该怎么理解?
此时的位置度要求约束了孔位到B/C基准的位置,即约束了X向和Y向的偏差,以及约束了相对于A基准的垂直度的要求,可能此处不是很好理解,不过从三维视图来看,可能很好理解了,孔位的位置度,一般我们都是理解为约束了轴线的波动偏差,而孔位轴线相对于A基准,只有垂直度的要求,没有Z向面的要求。
所以,位置度计算时,只计算X向和Y向的偏差对位置度的影响,Z向偏差不作入计算因素。

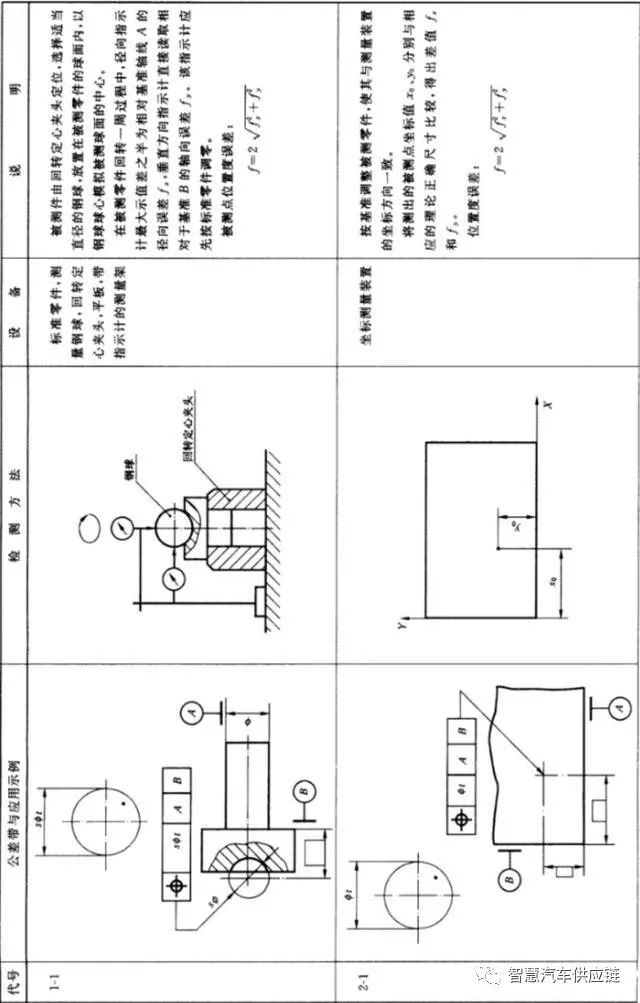
在国标GB/T 1958里面,也定义了位置度的计算方式是2√fx+fy,需注意一点,此时的X/Y为控制方向,若是控制方向为X/Z,计算公式中的Y需要变更为Z),单纯从位置度的计算方式来看,与Z向也没有关系。
为什么会有位置度控制X/Y/Z三个方向的说法呢?这个要从测量来说起,一般孔位测量时,就会在孔的边缘位置取至少三个点,然后在孔所在地面上取至少个3点(此时取得三个点,就评价了Z向面的偏差),然后形成了孔位的位置度的偏差,偏差会呈现出X向偏差为多少,Y向偏差为多少,Z向偏差为多少。
所以,一般都理解为了位置度同时都控制了X/Y/Z三个方向的偏差。这个认知是和位置度的计算方式相违背的。
当然,如果公司内部形成一致的认知,对Z向的控制也按照位置度的公差来约束,这个是内部认知的问题,这种情况下,需要单独作为内部统一要求处理。
但是从位置的真实含义来看,它对Z向是无约束的,若是存在公司内部和公司外部的其他供应商或者客户沟通的事情,Z向的偏差是不作为评价要素的,即使测量时Z向存在了超差(超出位置度要求的公差)问题,Z向也不应该作为超差点来计算合格率。
不过对于测量位置度时,给出了X/Y/Z向的偏差状态,可以便于工艺或是尺寸或是品质(各个公司分工不同)对零件的每个方向的偏差进行了解,来判断零件的每个方向的偏差趋势,从而便于过程调整。
实际生产中,定位孔的定位方式及位置度大小的选择
在实际应用中,零件的定位一般采用一面两销,或者三个面定位的方式,而一面两销中的两销对应的零件的两个定位孔,今天就定位孔的方式和位置度怎么定义来进行阐述。
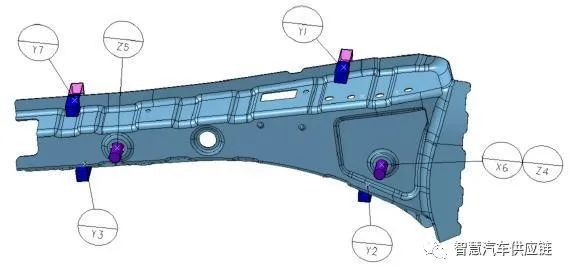
当然,本文所阐述的定位孔的位置度定义,是基于有些公司对定位孔的位置度定义的需求进行约束要求的,有些公司会对RPS点直接引出定位方向或是基准点,对RPS点的要求不体现,这种情况是对RPS点默认为零位状态,不具体体现约束要求。
基准孔的定位方式
基准孔的定位方式存在以下几种:
1、一个圆孔和一个长圆孔定位,采用两个圆销来定位。
2、两个圆孔定位,采用两个圆销来定位。
3、两个圆孔定位,采用一个圆销和一个菱形销来定位。

编辑
定位孔为圆孔和长圆孔,定位销为圆销
若是零件的定位孔是圆孔和长圆孔,采用的定位销则为两个圆销,此种方式是运用较为普遍的定位方式,采用圆销定位,保证了定位精度,又可以避免过定位的情况。
如下图所示,若是零件是薄件(料厚小于5mm),B基准的定位孔位置度建议给0,C基准的控制方向位置度为0,孔径公差建议给0~0.1mm ,位置度采用最大实体原则。

编辑
长圆孔的非控制方向,可以单独定义或者通过未注公差表的形式定义,一般根据产品功能需求来定义位置度的大小。
若零件板材较厚,可根据实际情况,对位置度建议定义0.05~0.2mm(满足对A基准的垂直度)的要求,同时孔径公差建议值为0~0.1mm,位置度采用最大实体原则,通过孔径公差对位置度进行补偿。
定位孔为两个圆孔,定位销为圆销
若是零件的定位孔是两个圆孔,采用的定位销则为两个圆销,此种方式存在过定位的约束。
如下图所示,shotgun的定位方式采用了两个圆孔,两个圆销的定位方式,零件中存在了过定位的约束。
编辑
此种情况下,若是零件为薄件(小于5mm),零件位置度定义为0mm,孔径公差建议值为0~0.1mm,此种情况根据各个公司的具体的孔径要求标准来定义,位置度采用最大实体原则,通过孔径公差对位置度进行补偿。
若零件板材较厚,可根据实际情况,对位置度建议定义0.05~0.2mm(满足对A基准的垂直度)的要求,同时孔径公差建议值为0~0.1mm,位置度采用最大实体原则,通过孔径公差对位置度进行补偿。
定位孔为两个圆孔,定位销为一个圆销一个菱形销
若是零件的定位孔是两个圆孔,采用的定位销为一个圆销,一个菱形销的形式。
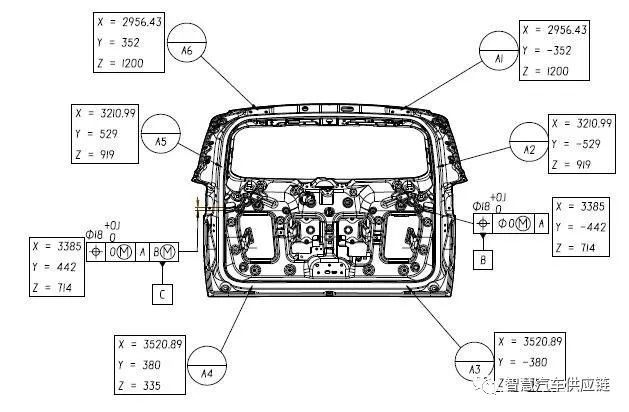
如下图所示,后盖的两个定位孔为圆孔,B基准位置度为0,C基准定义了控制方向的位置度为0,非控制方向未定义,参照未注公差表进行约束,此种情况定位销的形式为B基准为圆销,C基准为菱形销,避免过约束定位。
编辑
孔径公差建议还是0~0.1mm,这个建议是针对个别公司无标准要求的情况,若是公司内部有对孔径的标注要求,还是以公司标准为主。
同样,若是板材较厚的情况下,B/C基准建议定义一定的位置度量,来实现对A基准的垂直度要求,方便检具放件是避免放件困难的问题。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号