计点值控制图
计点值数据的三种常规控制图:缺陷数控制图(c控制图)、单位缺陷数控制图(u控制图)、通用单位缺陷数控制图(uT控制图)。
常规计点值控制图的数学依据是计点值数据服从泊松分布。
1. 缺陷数控制图(c图)
适用于每批检测数据个数相同的情况。
1. 缺陷数控制图的控制限
确定缺陷数控制限的方法也是 3σ 方法。
一般情况下,缺陷数服从泊松分布,根据泊松分布的规律,均值等于 λ,标准差为 。因此缺陷数控制图(c图)的控制限为:
。因此缺陷数控制图(c图)的控制限为:

根据数据计算 λ 的估计值:检测 m 批产品,每批产品缺陷数分别为 ci,i = 1,2,...m,则可以用这些缺陷数的平均值作为参数 λ 的估计值:
由此得控制限为:

由于缺陷数不能为负,当计算下控制限为负数时,则取下控制限 LCL=0。
2.缺陷数控制图的应用实例
表4-9为25批产品中缺陷数的数据。
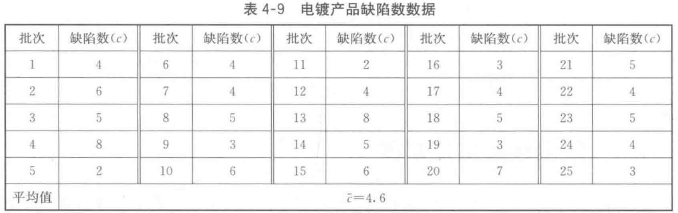
(1)计算平均缺陷数。结果最后一行所示。
(2)用式(4-28)计算缺陷数控制图的控制限:

计算的下控制限为负数,此时控制图取下控制限LCL= 0。
(3)绘制控制图:
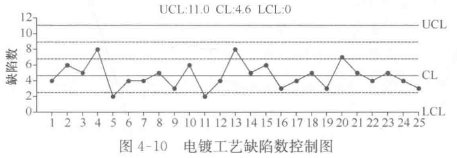
(4)受控状态的判断。判断结果,没有违反规则的情况,没有失控。
2. 单位缺陷数控制图(u图)
1. 单位缺陷数控制图
适用于每批检测数据个数不相同的情况。
在这种情况下,将每批缺陷数换算为单位面积的缺陷数目,称为单位缺陷数。然后采用控制图分析单位缺陷数的变化情况,这种控制图称为单位缺陷数控制图,简称 u 图。
2. 单位缺陷数控制图的控制限

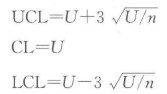
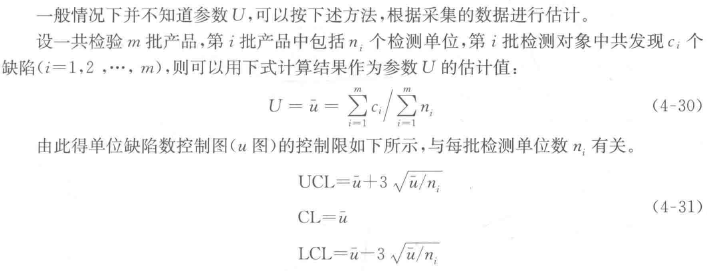
根据 3σ 方法,得单位缺陷数控制图(u图)的控制限为:
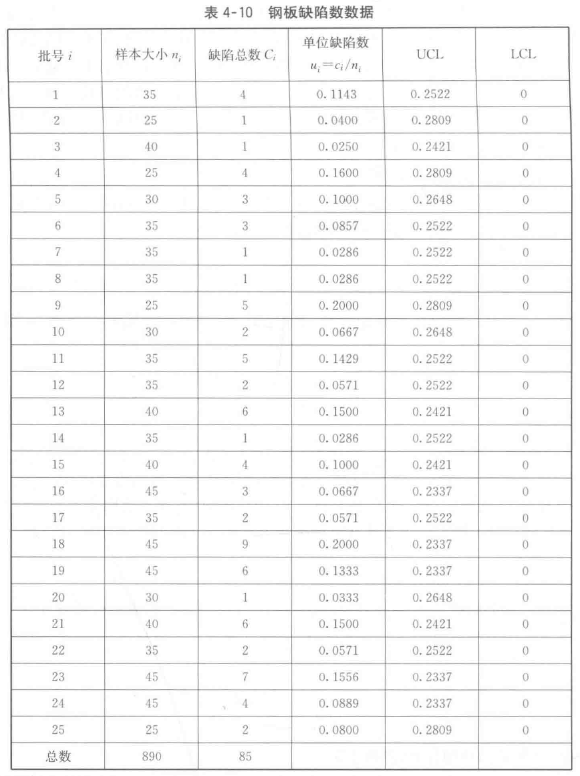
3. 单位缺陷数控制图的应用实例
每批钢板数(即 n)互不相同,连续25批数据如表4-10。
由式(4-30)得:
这也是控制图的中心线CL,上、下控制限如表4-10所示。当下控制限为负数,取LCL = 0。
绘制控制图:
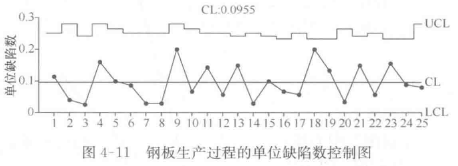
由于 n 的不同,导致上、下控制限不是一条水平线,可以使用下面的单位缺陷数控制图。
3. 通用单位缺陷数控制图(uT图)
1. 通用单位缺陷数控制图
对检测的缺陷数进行标准化处理。

则 uT 的均值为0,标准差为1,因此 uT 控制图的中心线为0,上、下控制限分别为3、-3,是取值固定与原始数据无关的水平线。这种控制图称为通用单位缺陷数控制图。
2. 通用单位缺陷数控制图应用实例
对表4-10中的数据,每个 u 值作标准化处理得到 uT 如表4-11最右边一列。

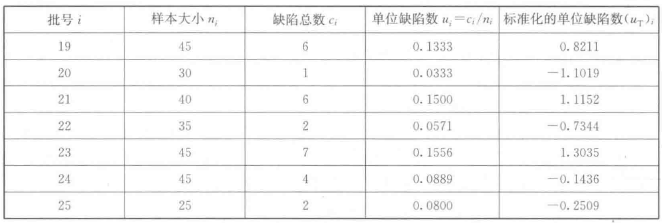
在控制图中标出 uT 值后得到如图 4-12,可以看出不存在失控状态。


 浙公网安备 33010602011771号
浙公网安备 33010602011771号