
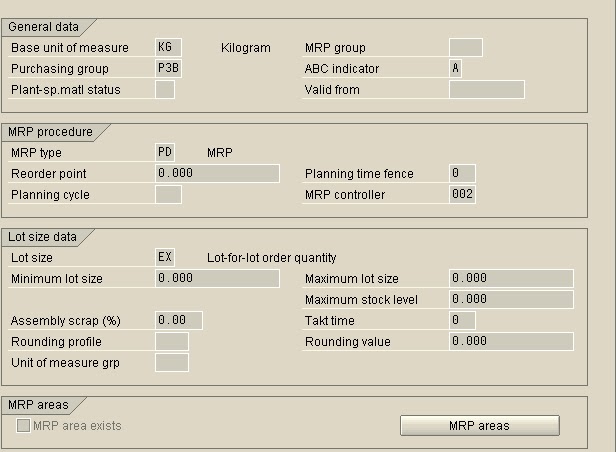
SAP MRP1 View
The MRP 1 View is a place holder for defining the Planning methods and lot sizing procedures of a give material at a plant/storage location level.
If you are going to have a particular material planned in SAP, then you can go ahead and create a MRP views (MRP 1, 2, 3, and 4)
MRP type
The MRP Type Key determines whether and how the material is planned. You have the following options:
PD – Relevant for Material Requirement Planning
ND – No Planning in SAP
VB - Manual reorder point planning (Consumption based planning)
VM- Automatic reorder point planning (Consumption based planning)
VV - Forecast based Planning
X0 - External Planning i.e., APO or BAAN or I2 or MES or any other external planning system.
MRP types can also be configured to the requirements, but most of the times, standard MRP types are used.
Step 1: As a consultant you have to decide whether a particular material needs to be planned in SAP.
Step 2: Then decide the type of planning.
a) Materials for Consumption based planning:
For materials whose planning is based on consumption or for materials which are really not expensive or which are really not monitored by finance and the costing teams.
This is mostly used for Raw Materials.
This type of planning is for Materials which are procured based on their consumption. Methods like Reorder Point Planning, where procurement is triggered after the stock falls below certain levels is the most widely recognized consumption based planning.
VB - Manual reorder point planning
VM- Automatic reorder point planning
For materials whose planning is not based on the consumption levels or materials who are to be procured on demand only. These materials are those whose consumption is monitored by the finance team and they are really important for the company. These materials are expensive materials.
|
Material Category |
Criteria 1 |
Criteria 2 |
Criteria 3 |
MRP Type Preferred
|
|
Raw Material w/o Consumable based Planning.
|
Expensive or purchase is monitored |
Consumed lot by lot |
Purchase or issue is planned |
Then Use Normal MRP or MPS type of planning
|
|
Raw Material W/ Consumable based planning |
Not really expensive |
Consumed lavishly |
Purchase or consumption is not really planned |
Then use a Consumption based planning like Reorder point Planning or forecast based planning
|
|
Manufactured Material w/ Lot by Lot Consumption |
Expensive and production is monitored |
Consumed lot by lot |
Produced on Made to order or Made to Stock basis |
Then Use Normal MRP or MPS type of planning
|

Material Requirement Planning – MRP Type “PD”
• The planning is carried out for the quantities planned through planned independent requirement or quantities planned through incoming sales orders (made-to-order or made-to-stock). The planning is done with respect to the master plan.
• The planning process does not consider any forecast information or historical consumption patterns. Material planning is done only for absolute requirements/demands on hand.
• The available stock is determined by the planning run (that is required to meet the demands) by including the following in an equation as shown below –
= Plant stock (considered as receipt) + scheduled receipts from production and purchase – all the demands from sales order, material reservations and planned independent requirements.
If the available stock does not satisfy the demand then procurement proposals are raised to cover the demands. Alternatively we can interpret it as – fulfillment of the incoming demands by all the receipts.
Manual Reorder Point Planning – MRP Type VB
• Consumption based planning is a type of planning which is triggered based on consumption of stock. It can based on the past consumption history based on a forecasted value or it can be based on the current consumption levels.
• The best example of consumption based planning can be Reorder Point Planning, where the planning for a given material is triggered when the stocks fall below a reorder point. On the other hand you can also have a forecast based planning where planning is carried out based on forecasted figures for the material (forecast based on historical data)
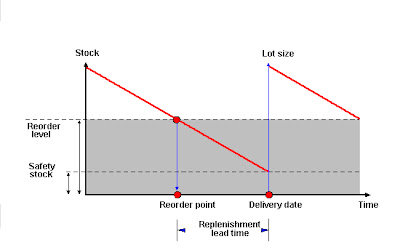
• In the case of Manual Reorder Point Planning (MRP Type VB), when the Plant stock & firmed receipts for a given material fall below reorder point, the planning for the material is triggered (a planning file entry is created). For this to happen, you would have to enter the Reorder level manually in MRP 1 view of the material master (as in the case of manual Reorder Point Planning) or the reorder point can be automatically calculated by the system (as in automatic Reorder point planning).
• In the Reorder Point Planning, we usually maintains a “safety stock” (entered manually in MRP 1 View of the material master – though not mandatory) to use it as handy stock in the period when the order is placed with the vendor and the material is being transported to the plant – material is on its way to the plant or warehouse (this is called replenishment lead time). The Safety stock can also be calculated automatically by the system using the “Dynamic Safety Stock” concept. You should also maintain the replenishment lead time, as accurately as possible in the material master.
• In Re-order point planning, the incoming demands are not considered as issues, in other words the incoming demand plays no role in planning or creation of procurement proposals. MRP waits for the cumulative of the “Stock + Firmed receipts” to fall below the re-order point so as to trigger creation of a procurement proposal. The procurement proposal is created for a quantity equal to the Reorder point or equal to a fixed lot size maintained in the material master. If a procurement proposal already exists for the material with quantities greater than the proposed quantity (a manually created one), the system would not create a new one.
• It is always recommended to use fixed lot sizing procedure so that every time the stock falls below the reorder point, the system can procure the fixed lot size, instead of using its own planning brains and ordering the quantity mentioned in the reorder point.
• For example, if for a given material which is set for reorder point planning, with a reorder point of 80 Units, the system would try to create a planned order once the stocks falls below 80 Units. Assuming that the current stock at any given point in time is 50 Units and the firmed receipts are 20 Units, making it 70 Units, which is still well below the 80 unit’s level, in which case the system would create a planned order of 10 more units to reach back to the level of 80 units.
Automatic Reorder Point Planning – MRP Type VM
• In the case of Automatic Reorder Point Planning (MRP Type VM) - a type of consumption based planning, the system calculates the recorder point and the safety stock using the past historical consumption data to derive the future consumption patterns. In this case you would need to extend the material master for the forecast view with a valid forecasting method selected.
Manual/Automatic Reorder Point Planning with External Requirements – MRP Type V1/V2
• The only difference between the reorder point planning method and the reorder point planning methods with external requirements is that, the Sales order requirements and the requirements from manual reservations are also included in the formula that is used to calculate the available stock.
These external requirements can be considered for the period within the replenishment lead time or within the total horizon; this option can be configured in the configuration for MRP procedures.
Forecast Based Planning – MRP Type VV
• Another form of Consumption based planning is “Forecast Based Planning”, in which the historical consumption data is used to extrapolate the future consumption patterns, which are directly used as requirement figures in the next planning run. The forecast is suggested by the system periodically, i.e., on a weekly, daily, monthly basis or as per accounting periods.
• You can specify the number of historical periods and the future forecast horizon (periods) for each material. In the planning run, the forecasted requirements are made to be available at the start of the period specified (week, month or day etc) and then you have an option to further divide/split these requirements to a finer detailed period pattern through the use of splitting indicator in MRP 3 view. The splitting Indicator can be configured in the following path – Logistics > Production > MRP > Forecast > Define Splitting of forecast requirements for MRP.
• The forecasted requirements should be covered by the plant stock + scheduled firmed goods receipts (from purchase or production). Net requirement calculations do not consider the demand from sales order or from planned independent requirements or from material reservations. Only demands from the forecasted figures are considered. If the available stocks fall below the forecasted requirements/demand, for the period, procurement proposals are raised.
• Safety stock can be considered in the net requirement calculations
• Available stock that is left over after the planning run calculations = plant stock – safety stock + firmed receipts from purchase or production – Forecasted requirements/demand. Another way of interpreting the same is that, the receipts should cover the demands from forecasts. If the receipts cannot cover the demands from forecast, then the system raises procurement proposals.
MRP Group
These control parameters include, the planning strategy group, the consumption mode, the planning horizon, Rescheduling Horizon, Planning Time fence, determination strategies for issue storage location, Order type to be used for conversion of planned orders, availability checking rule, Safety Stock, whether start is allowed to be in the past etc.
As a consultant you have to think whether the materials needs to be grouped in groups which define varied the planning parameters or you are happy with using the plant level planning parameters for all the materials.
If you don’t have MRP groups specifying grouping of materials with similar planning concepts, then the system assigns these materials with plant specific planning parameters.
Reorder Point
Re-order point planning is a special procedure in materials planning under the heading of consumption based planning.
If the reorder point is greater than warehouse stock, an order proposal is created by materials planning.
Manual reorder point planning, the logic here is more attentive towards maintaining the stock levels rather than the (Net) requirements for the material.
i.e. for example you have a stock of 100 KG and the Reorder point value is say 150, then the system creates a proposal for the balance 50 kg even though there may / may not be requirements for this ordered qty. At the time of procurement the system would procure according to the lot sizing procures defined for the material, i.e., if the lot sizing procures suggests min lot quantity as 60 kg; the system would procure 60 kg, instead of 50 kg.
MRP Controller
MRP Controller specifies the absolute three digit code of the MRP controller responsible for material planning for the material. MRP controller is the person responsible for a group of materials in a plant or company.
A material that takes part in material requirements planning must be allocated to an MRP controller. This allocation helps you to evaluate or run MRP for a controller.
You can run or evaluate MRP for a plant or material at a plant using the standard SAP Transaction codes MD01 or MD02 (running MRP at Plant or Material-Plant level or MD04 (Evaluation at material plant level). But it would be interesting to know that you can also run a MRP run for a MRP controller activating a standard User-Exists in the system.
Lot size (materials planning)
Normally consultants avoid configuring this field and they use it as it is.
Lot Sizing Key determines which lot-sizing procedure the system uses within materials planning to calculate the quantity to be procured or produced for the material. Lot Sizing procedure in material requirements planning is used to calculate the order and production quantities (lot sizes).
A) Static Lot Sizing Procedure – Static Lot Sizing procedure means that the lot size is static and it is not be clubbed periodically or for optimum lot size calculations.
EX is the most commonly used, which means lot for lot quantity. Which means the lot size is equal to the requirement quantity and it is not be clubbed periodically or for optimum lot size calculations.
FX is used for Fixed Lot Size and HB is used as a lot size to replenish stock to the maximum level.
For example - TB is used if you want to carry out Daily Lot Sizing; WB is used for Weekly,
Note:
There are many other options of starting and ending of the dates for the lot size planning.
Minimum lot size
It is the Minimum Procurement quantity for the material at the given plant and storage location defined.
Examples:
If the Minimum Lot size is 100 kg and the required Quantity is 80 kg, then the system will create one planned order of minimum 100 kg in number {if the Plant/Storage location stock for that material is Zero}.
Maximum lot size
It is the maximum Lot size for a Procurement quantity. If the Maximum Lot size is 80 units, then the maximum planned order qty cannot be more than 80 units in any case.
If the required quantity through a demand is 120 kg, then the system will create two planned orders of 80 kg & 40 kg {if the Plant/Storage location stock for that material is Zero}
If the procurement qty is 140 kg, and the Maximum lot is 80 kg and minimum is 15 kg, then the system will create 2 planned orders of 80 kg & 60 kg. {if the Plant/Storage location stock for that material is Zero}
If the procurement qty is 85 kg, and the Maximum lot is 80 kg and minimum is 15 kg, then the system will create 2 planned orders of 80 kg & 15 kg {if the Plant/Storage location stock for that material is Zero}.
Fixed lot size
The Fixed Lot size defines a fixed procurement lot size quantity for the material. Which means that you will always procure or produce a material in a fixed quantity.
Examples:
If the required Quantity through demand/demands is 120 and the fixed lot size is 80, then the system will create 2 planned orders with one planned order of quantity 80 an the other planned order of Qty 80 {if the Plant/Storage location stock for that material is Zero}.
Rounding Value
If the Rounding Value is 20, and the procurement quantity is 70, then the system will always round up the planned order to a multiple of 20.
One more example would be, if we don’t consider the Min/Max Lot size and the procurement quantity is 70, then the system would create a planned order of 80 to round off to 20 {if the Plant/Storage location stock for that material is Zero}.
Rounding Profile
The static rounding value method may not satisfy all the business cases, where a given rounding value is used and the procurement proposals are rounding to that value. There may be situations where the rounding value may change according to the size of the procurement proposal; this is where the concept of rounding profile may help you.
Rounding Profile allows you to enter a procurement quantity and the corresponding rounded value that is applicable if the procurement quantities. You may configure the system to have a rounded value of 10 units, if the procurement quantity is at least 1 unit and a rounded value of 100 units, if the procurement quantity reaches 70 units. The transaction code to configure is OWD1. The Rounding profile configuration screen would look something as below. The Rounding Profile configured is named as Z001”.

Assembly scrap
If the scrap % is 10% and the requirement quantity is 100, the planned order will be created for 100 units and the system will add a column in the MRP screen to Mention that 10 is the scrap Quantity to be produced for that material.
The components of the production order or process order are planned proportionately for manufacturing 110 units.
Maximum stock level
If you have chosen to work on Maximum stock level then the system procures for the maximum stock level quantity and then adds the Procurement quantity to that.
Examples:

 浙公网安备 33010602011771号
浙公网安备 33010602011771号