


智能制造:数字化协同技术在BIW焊装产线的应用
随着汽车工业的发展,如何利用数字化技术提高整车制造水平,已经成为各厂商亟待解决的问题。通过数字化工厂系统的应用使得白车身整车项目前期工艺设计、生产线规划质量有了显著提升,数字化工厂已经成为现代焊装生产准备过程中必不可少的技术。
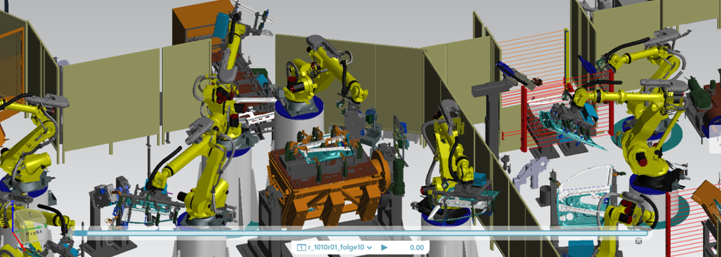
焊装生产线是指必须经过焊接工艺才能完成完整产品的综合生产线,它包括专用焊接设备,辅助工艺设备以及各种传输设备等。它由车身总成线和许多分总成线组成,每一条总成线或分总成线又由许多焊装工位组成。每个工位由许多定位夹紧夹具、自动焊接装置以及检测装置等设备以及供电供气供水装置组成。线间、工位间通过搬送机、机器人等搬送设备实现上下料和零部件的传送,以保证生产线内各工位工作的连贯性。
焊装生产线包括:车身完成线、主焊线、地板总成线、侧围总成线、移动线以及子线。焊装产线自动化程度高,组成复杂,比如:多台焊接机器人、焊枪、修磨器、换枪盘、气动点定夹具等等。线体上主要的工作是夹具的设计制造,和整条线的集成调试等。在产线开发过程中与整车厂之间需要交换焊装工艺方案、车身数模等,与外部设备配套商交换产线空间布局信息。而线体商内部的协同就更加频繁,涉及到多个专业和工作组,比如:线体布局、夹具设计、工艺方案仿真、电气控制开发等等。
目前线体生产线设计过程中使用到的开发工具不知凡几,有做总体布局的工具、三维设计工具、工艺仿真工具、虚拟调试工具等等。线体商也结合这些工具的能力开发了灵活、高效的设计方法,比如:先做焊装工艺仿真、利用仿真工具出枪云、基于枪云做夹具设计、再不断细化夹具设计、过程中不断为布局提供二维投影、做气动动作仿真、基于动作仿真做虚拟调试、作为电气控制设计的输入等等。
在这个过程中,出现了诸多协同上的问题,尤其产线仿真人员和产线布局人员需要共同对产线整体进行调整,其协同交互的频率非常高。比如:数据转化量大、格式多(JT、Dwg、Stp、Xml、CSV、3dx等等)、交互频繁、数据传递链路长、数据失真,而数据状态又没有控制,因此,整体协同效率很低、设计周期长、容易出现设计错误。
西门子数字化设计套件(Teamcenter、TCM、NX、Tecnomatix等)能有效解决上述协同问题。其中,西门子数字化制造理念中的"3PR"是其核心思路,"3PR"——Product(产品)、Process(焊装工艺)、Plant(产线)、Resource(生产资源)。将3PR的理念引用到线体开发中,需要一些适应性的调整,如下:
Product(产品) —— 白车身零组件、BOM;
Process(工艺) —— 白车身焊装工艺BOP;
Plant(产线) —— 焊装产线(线体商主要设计工作);
Resource(资源)—— 产线中全新设计的夹具(线体上主要设计工作),机器人等;
从上述调整我们可以看出,线体商的主要设计的产品其实是"3PR"中的Plant(产线)和Resource(资源)。基于上述分析,焊装产线数字化协同设计解决方案的框架如下:
迪基透:焊装产线数字化协同设计解决方案
在此方案框架中,以Teamcenter为支撑平台,将NX或其他CAD产生的三维模型,统一转换为JT格式,以Process组织管理焊接工艺、产线、BIW焊接件等,以Plant组织管理产线和资源,将产线布局设计和产线仿真共用的Plant和Resource统一管理,支持产线布局设计人员使用NX Line Designer和产线仿真人员使用Tecnomatix PS进行协同设计和仿真。利用Teamcenter强大的数据和过程管理能力,将产线项目的前期数据、产线仿真的数据、夹具设计数据、产线布局的数据进行统筹管理。并且建立各专业小组的数据协同共享区,围绕产线、工艺、资源、枪云图等进行交互。在系统中因为数据唯一,版本状态可控,各专业小组可及时获取到信息,共同协同工作,并且将中间格式转换为JT格式,大幅提升协同效率。

