
机械制造作业考研题目答案分享——金属切削规律3
Week 7 CHAPTER 2
版权声明
本内容由狂小虎原创整合,请不要售卖,为了防止爬虫以及保持免费性,设置为仅粉丝可见。另外,题目以及解释可能不完全正确,仅供参考,同时也欢迎各位在讨论区指点出内容的错误之处。
文章目录
- 版权声明
- How does the buildup form? Explain the main factors to affect the formation of buildup.
- Explain the influence of the cutting tool geometry (rake angle, relief angle, etc.) and cutting parameters (speed, feed, and back engagement) on the cutting temperature.
- How many types of tool wear are there? What are the main causes of the tool wear?
- How to measure the tool life? What are the main factors influencing the tool life? How do they influence the tool life?
- What are the functions of cutting fluid?
- Application case: according to the following condition, select the proper tool material, tool geometry and cutting parameters in 3 cases.
How does the buildup form? Explain the main factors to affect the formation of buildup.
- A built up edge (BUE) is an accumulation of material against the rake face, that seizes the tool tip, separating it from the chip. As a consequence of work hardening, the first layer of metal is stronger than the adjacent metal moving away from the workpiece.
- Main factors:
• The cutting temperature is comparatively high. At high temperature, the metal is lightly molten, so that they would be attached to the cutting tool. By contrast, at low temperature, they are difficult to be like that.
• Cutting speed is slow. Because at high cutting speed, the metal moving away from the workpiece becomes hotter enough to recover, preventing from formation of BUE.
• The metal is work-hardening and reluctant to recover. A BUE cannot form with pure meal since they are not easy to work harden.
(Additive: 形成积屑瘤的条件主要决定于切削温度,接触面间压力、粗糙程度、粘接强度等因素都与形成瘤的条件有关。)
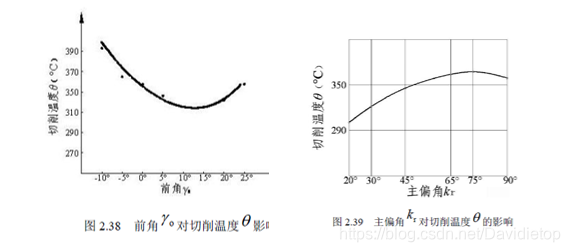
Explain the influence of the cutting tool geometry (rake angle, relief angle, etc.) and cutting parameters (speed, feed, and back engagement) on the cutting temperature.
- Impact of tool geometry:
Rake angle γ 0 γ_0 γ0. With an increase in γ 0 γ_0 γ0, the cutting temperature would decrease. Interestingly, the cutting temperature then would rise up due to lower wedge angle.
Relief angle α 0 α_0 α0. If the trend of changing of wedge angle β 0 β_0 β0 is the same to the last situation, the effect of α 0 α_0 α0 on cutting temperature is opposite to γ 0 γ_0 γ0’s because α 0 + γ 0 + β 0 = 9 0 0 α_0+γ_0+β_0=90^0 α0+γ0+β0=900.
Cutting edge angle κ r κ_r κr. With an increase in κ r κ_r κr, the cutting temperature would also increase. Interestingly, the cutting temperature then would be reduced due to better thermal transfer.
- The amount of cutting is cutting speed
v
c
v_c
vc, cutting feed f and depth of cut
a
p
a_p
ap. The higher the amount of cutting is, the higher the cutting temperature is. It is also can be discovered in the following formula. Cutting temperature is defined as θ. Interestingly,
x
θ
<
y
θ
<
z
θ
x_θ<y_θ<z_θ
xθ<yθ<zθ.
θ = C θ a P x θ f y θ v c z θ k θ θ=C_θ a_P^{x_θ} f^{y_θ } v_c^{z_θ } k_θ θ=CθaPxθfyθvczθkθ
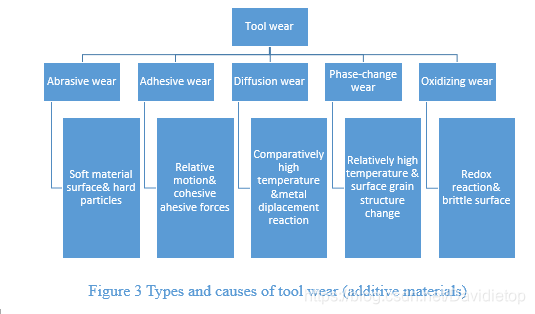
How many types of tool wear are there? What are the main causes of the tool wear?
正常磨损和非正常磨损两大类;
正常磨损包括后面磨损、前面磨损、前后面同时磨损;非正常磨损包括破损和卷刃。
刀具磨损的原因:磨粒磨损、粘结磨损、扩散磨损、相变磨损、氧化磨损。
How to measure the tool life? What are the main factors influencing the tool life? How do they influence the tool life?
- There are three ways to measure tool life.
The cutting distance l m l_m lm for which the tool is usable for machining.
Number of workpieces N the tool can be used to produce. - Main factors: all factors influence tool life through changing cutting temperature. They are shown in figure 4.
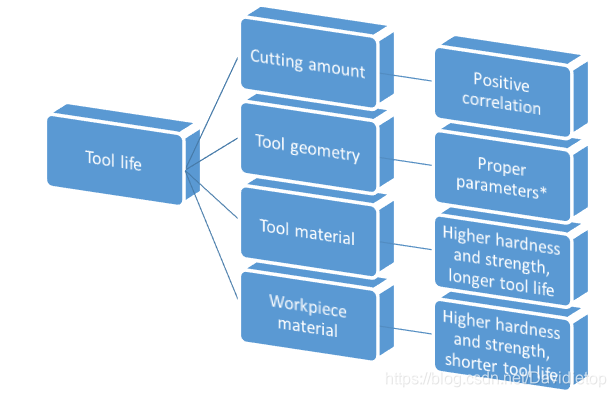
Figure 4 Indicators of tool life
*Proper tool geometry: With an increase in rake angle, the tool life would be extended because of lower cutting temperature, and then tool life would decrease due to lower cutting edge’s strength. The lower cutting edge angle is, the longer the tool life is due to better strength of the tool and thermal dissipation. Meanwhile, with proper reduction in minor cutting edge angle or increase in tool included edge angle, the tool life would be extended because of better strength of the tool and thermal dissipation.
(Additive materials: 刀具寿命是指刃磨后的刀具从开始切削至磨损量达到磨钝标准为止所用的切削时间,用T表示。
切削用量的影响:切削用量ap、f和Vc对刀具寿命的影响规律如同对切削温度的影响规律,即ap、f和Vc增大,使切削温度提高,刀具寿命下降,其中,Vc的影响较大, f、ap的影响最小。)
What are the functions of cutting fluid?
- Cooling. The main function of cooling is to reduce the cutting temperature, especially in the rake face.
- Lubricant. It also can be utilized in lubricate the interface between the tool’s cutting edge and the chip. By preventing friction at the interface, some of heat generation is reduced.
- Cleaning and anti-corrosion. Cutting fluid can also wash away the chips and abrasives. Adding some corrosion inhibitor additives, can create some oxide scale…
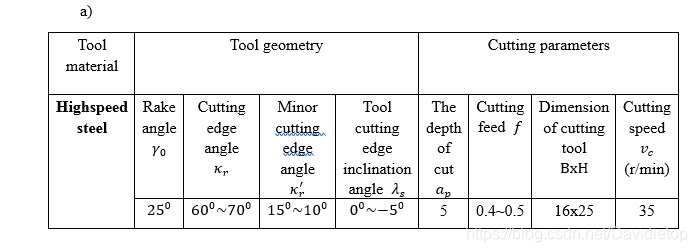
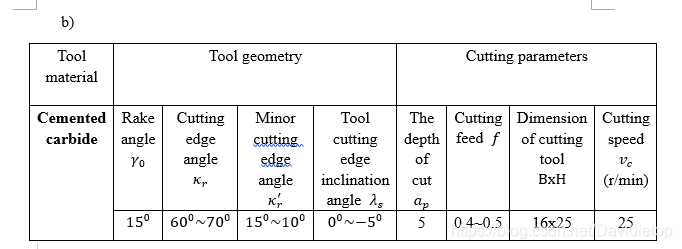
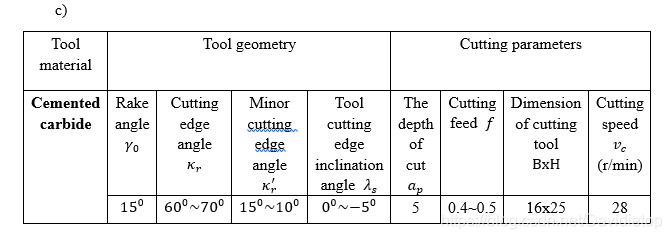
Application case: according to the following condition, select the proper tool material, tool geometry and cutting parameters in 3 cases.
Current operation (当前工序): rough turning (粗车),the diameter of the blank (毛坯) is f40mm, the final required dimension is f35±0.05mm
Workpieces material(工件材料): Stainless steel 1CR18Ni9Ti, Hardened and tempered (淬火及回火处理),硬度Hardness 170~179,性能:High strength, good plasticity, poor heat conductivity.
Workpieces material:Stainless steel 45,normalized(正火),Hardness 229, High strength, good plasticity, poor heat conductivity
Workpieces material:Stainless steel 40Cr,Hardness 285,High strength, good plasticity, poor heat conductivity
Answer:


【推荐】国内首个AI IDE,深度理解中文开发场景,立即下载体验Trae
【推荐】编程新体验,更懂你的AI,立即体验豆包MarsCode编程助手
【推荐】抖音旗下AI助手豆包,你的智能百科全书,全免费不限次数
【推荐】轻量又高性能的 SSH 工具 IShell:AI 加持,快人一步
· 基于Microsoft.Extensions.AI核心库实现RAG应用
· Linux系列:如何用heaptrack跟踪.NET程序的非托管内存泄露
· 开发者必知的日志记录最佳实践
· SQL Server 2025 AI相关能力初探
· Linux系列:如何用 C#调用 C方法造成内存泄露
· 震惊!C++程序真的从main开始吗?99%的程序员都答错了
· 别再用vector<bool>了!Google高级工程师:这可能是STL最大的设计失误
· 单元测试从入门到精通
· 【硬核科普】Trae如何「偷看」你的代码?零基础破解AI编程运行原理
· 上周热点回顾(3.3-3.9)