
机械制造作业考研题目答案分享——回转体的加工2
Homework 10
版权声明
本内容由狂小虎原创整合,请不要售卖,为了防止爬虫以及保持免费性,设置为仅粉丝可见。另外,题目以及解释可能不完全正确,仅供参考,同时也欢迎各位在讨论区指点出内容的错误之处。
文章目录
- 版权声明
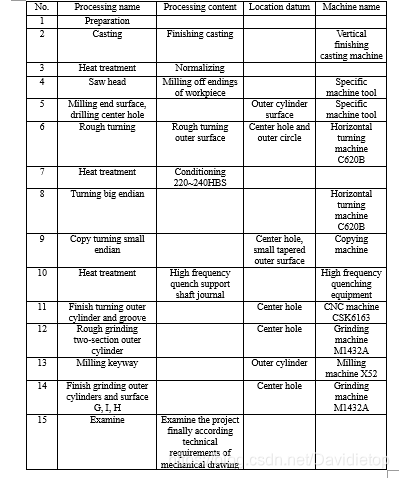
- 1. 分析下列回转体零件的加工要求,在中批量生产规模下制定零件的加工工艺,并从定位基准选择、定位元件使用到加工顺序制定、加工方法等几个方面总结回转体零件加工工艺的特点。
- 2 What are the milling cutting parameters? (铣削加工参数有哪些?), How to distinguish down milling and up milling, peripheral milling and end milling? What are their advantages and disadvantages? (如何区分顺铣和逆铣,周铣和端铣?各自有什么优缺点?)
1. 分析下列回转体零件的加工要求,在中批量生产规模下制定零件的加工工艺,并从定位基准选择、定位元件使用到加工顺序制定、加工方法等几个方面总结回转体零件加工工艺的特点。

Characteristics of rotatory parts:
Selection of location datum:
If machining surface has location or dimension precision requirement with outer cylinder, select outer cylinder as location datum when machining inner hole or outer cylinder. If machining surface has location or dimension precision requirement with inner hole, select inner hole as location datum when machining outer cylinder.
Center hole location: if rotary part has center hole, cylindered or tapered arbor can be used in assembling with inner hole.
Sometimes select plug center hole during machining for higher precision.
Combined location method (end surface and inner hole or cylinder): when the other single method can not satisfy machining some surface, this method can be utilized.
Location elements:
Inner hole location: short arbor or long arbor.
Outer cylinder location: three jaw chunk, V-shape block, bushing
Center hole location: top end
Combined location method: end surface and top end, or end surface and V-shape block
Specifically, drill plate is location element of jigs and fixtures.
Arrangement of operations:
Perform datum surface machining before that of other surfaces.
Perform deep hole surface machining can be as later as possible to ensure center hole can be used as location datum.
Perform main functional surface machining before less important surface machining.
Perform plane surface machining before hole surface machining, big hole surface machining before small hole surface machining.
Machining method:
Batch of machining is concerned with machining equipment.
Outer cylinder should be machined by rough and semi-finish turning.
CNC or turret lathe is supposed to be applied in large batch production. And semi-auto lathe with multiple cutters and hydraulically copy lathe are also usually considerable choices.
Finish grinding outer cylinder should be performed after heat treatment.
In large batch production, combined grinding, copy grinding or centerless grinding is usually utilized.
2 What are the milling cutting parameters? (铣削加工参数有哪些?), How to distinguish down milling and up milling, peripheral milling and end milling? What are their advantages and disadvantages? (如何区分顺铣和逆铣,周铣和端铣?各自有什么优缺点?)
Parameters:
Cutting speed
v
c
v_c
vc
v c = ( π d 0 n 0 ) / 1000 ( m / m i n ) v_c=(πd_0 n_0)/1000(m/min) vc=(πd0n0)/1000(m/min)
Cutting depth
a
p
a_p
ap
Working engagement
a
e
a_e
ae
Feed f, feed per tooth
f
z
f_z
fz, feed speed
v
f
v_f
vf
Peripheral milling, whose cutter is placed parallel to the workpiece. End milling’s cutter is placed perpendicular to the workpiece. Both of them have two types of machining methods down milling and up milling.
Direction of cutter rotation the same as work feed is down milling, whose rake angle of cutter decreases, by contrast, it is up milling, whose rake angle of cutter increases.
a. Peripheral milling
Advantages: higher suitability
Disadvantages: lower quality of milling process, lower efficiency
b. End milling
Advantages: higher quality of milling process, higher efficiency
Disadvantages: lower suitability
c. Down milling
Advantages:
Increase the clamping force, decrease the shake of workpiece, stabilize the process;
Avoid squeezing and sliding, not easy to abrade the flank surface of cutter, good surface finish.
Disadvantages:
Impact the cutters and wear off the cutter, decrease the tool life.
d. Up milling
Advantages:
Avoid impact on the cutters’ teeth
Disadvantages:
Needs higher clamping force
Squeeze and slide on the working surface, which abrade the cutter and work hardening the surface before machining it, leading to reduce the life of cutter.


【推荐】国内首个AI IDE,深度理解中文开发场景,立即下载体验Trae
【推荐】编程新体验,更懂你的AI,立即体验豆包MarsCode编程助手
【推荐】抖音旗下AI助手豆包,你的智能百科全书,全免费不限次数
【推荐】轻量又高性能的 SSH 工具 IShell:AI 加持,快人一步
· 基于Microsoft.Extensions.AI核心库实现RAG应用
· Linux系列:如何用heaptrack跟踪.NET程序的非托管内存泄露
· 开发者必知的日志记录最佳实践
· SQL Server 2025 AI相关能力初探
· Linux系列:如何用 C#调用 C方法造成内存泄露
· 震惊!C++程序真的从main开始吗?99%的程序员都答错了
· 别再用vector<bool>了!Google高级工程师:这可能是STL最大的设计失误
· 单元测试从入门到精通
· 【硬核科普】Trae如何「偷看」你的代码?零基础破解AI编程运行原理
· 上周热点回顾(3.3-3.9)