
机械制造作业考研题目答案分享——工艺规程的制定
Homework 12
版权声明
本内容由狂小虎原创整合,请不要售卖,为了防止爬虫以及保持免费性,设置为仅粉丝可见。另外,题目以及解释可能不完全正确,仅供参考,同时也欢迎各位在讨论区指点出内容的错误之处。
文章目录
下图所示为车床的主轴箱零件图,试分析加工要求并制订加工工艺(工艺路线卡)和粗、精基准选用,每道工序应限制的自由度数目。
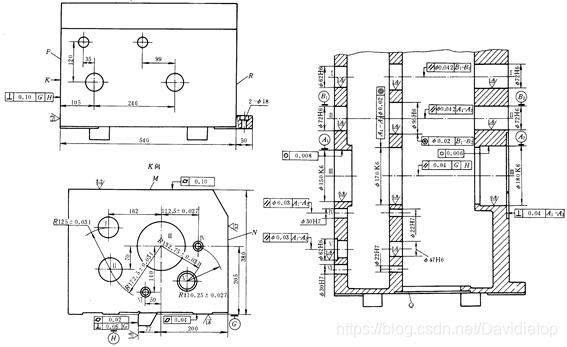
Machining requirements:
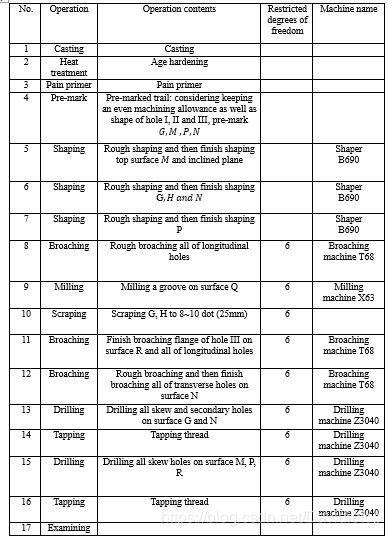
Arrangement of operations
Perform surface machining before hole surface machining due to high working accuracy requirements of spindle box holes surface and difficulty of machining. At first, machine plane surface and take hole surface as first datum surface. And then machine hole surface and take plane surface and hole surface as accurate datum surface. That not only ensures a reliable accurate datum for hole surface, but uniforms machining allowance of hole surface. After machining plane surface, it is difficult for cutters of drilling to skew and cutters of boring or reaming to chipping.
Classifying the machining phase
Separate machining phase into rough machining phase and finish machining phase because structure of spindle box is complex, thickness of its wall is uneven and rigidity of it is not good, but with high working accuracy requirements. That can avoid inner stress, cutting force, clamping force and heat generated by cutting influencing working accuracy. Meanwhile, we can discover defects of blank in time to prevent from wasting. Also, we can select proper device according to different machining phase in order to improve working efficiency.
Arrangement of heat treatment
Because of complex structure of spindle box and uneven thickness of wall, heat treatment should be arranged effectively to reduce residual stresses. After casting, we should execute age hardening process for blank. Operation standard: heat the blank to a temperature of 500^0 C~550^0 C and keep the temperature for 4~6 h, and then cool it at the speed of slower than 30^0 C/h. Finally, released the blank under 200^0 C.
For that kind of high working accuracy part, age hardening is supposed to be executed after casting and after roughening finish machining.
Materials
I select cast iron HT200 as the material for the spindle box. Because cast iron not only is considerably cheap, but also can effectively absorb shock.
Location datum selection:
Selecting accurate datum surface
Taking main functional hole surface as first datum surface. It can ensure the essential holes and other holes’ machining allowance is even as well as the relative location between axial line of holes and unworking surface.
Although we select main functional hole such as spindle hole as first datum, the answer varies from different batch of production.
We always obey the following requirements: (1) under the premise that every surface has machining allowance, uniform machining allowance of holes. (2) rotary parts mated on the box should have proper clearance with box’s inner wall. (3) keep necessary dimension of outer surface of the box. In this example, hole II and III can be first datum surfaces.
In single or small batch production, we usually make use of pre-mark fixture method due to low precision of blank. According to pre-mark trail, we can locate workpiece properly when machining surfaces of box.
In large batch production, we can utilize spindle hole on the fixture to locate the machining processes due to high accuracy of blank.
Selecting accurate datum surface
We consider principle of coincident datum in advance in order to reduce accumulated error by changing datums and increase efficiency. Meanwhile, design datum is also mating datum for spindle box.
In single or small batch production, we should utilize guide support for shank on the box to improve tool system rigidity during machining holes on the box. But guide support should be set up and remove in machining each box, it is low efficient. The process usually obeys the principle of coincident surfaces.
We obey the principle of three surfaces location. Thus, I selected the bottom guide rail surface G, H and top surface M of the box as location datums. They are not only mating datum of the box and machine tool, but design datum of spindle hole. Moreover, they have direct connection with two end surfaces, side surfaces and main functional longitudinal holes. Thus, that can remove datum incoincident error. During machining holes, setting up cutting tools, changing guide set, measuring size of holes etc. would be easier because the box’s mouth is facing up.
In large batch production, we usually take surface G and 2-Φ18 holes as accurate datum, which obeys the principle of one face and two holes’ location. It can improve operation processes’ efficiency, for example, machining all holes and surfaces on all surfaces except surface M on one fixture operation.
小批量:
中大批量生产

下图是一钻床主轴零件图,试分析加工要求并制订加工工艺(工艺路线卡)和粗、精基准选用,每道工序应限制的自由度数目。



Analysis of operation progresses:
Material
During working, there are many impacts. Thus, using 45Cr as the material of the spindle box can absorb these shocks.
Selection of blank
As the result of the spindle is a step shaft, we usually utilize the casting which has two different diameter and shape-simple part.
Selection of datum
First datum surface: Low machining allowance surface should be selected as first datum surface on the beginning for the blank is casting part and has low accuracy.
Accurate datum surface: For shaft, the design datum usually is outer circle surface of cylinder, and the operation datum is two center holes. I select shaft axis as location datum. It obeys not only principle of coincident locating surface, but principle of location datum surfaces unchangeable.
Operation processes’ phase
First rough machine, and then finish machine. The operation processes can be divided into three phases: rough machine, semi-finish machine and finish machine. With operation phases, machining accuracy can be guaranteed.
Operation orders
Machining orders:
Perform datum surface machining before that of other surfaces. The rotary surfaces of cylinder should be machined in advance because accurate datum surface is axis of shaft. Scaping center hole to ensure accuracy of datum.
Perform rough machining before finish machining. For main functional surface, the requirement can separate machining orders to eliminate deformation, meanwhile guarantee machining quality.
Perform main functional surface machining before less important surface machining. Morse NO. 4 taper hole, Φ40 cylinder surface (mating surfaces) should be machined in advance, which ensure the machining accuracy. After that, machine secondary surfaces such as keyways.
Perform plane machining before hole surface machining. Machine rotary surface before machining long holes and keyways.
Heat treatment orders:
Blanks should be performed annealing after casting to improve its machinability and remove its inner stresses.
After rough machining, perform tempering treatment for the workpieces in order to remove inner stresses and deformation, which is preparations for the next machining phases.
After semi-finish machining, perform quenching treatment for the workpieces to improve their hardness and abrasive-resistance.
After finish machining, perform aging treatment for the workpiece to remove inner stresses.

 浙公网安备 33010602011771号
浙公网安备 33010602011771号