机械制造作业考研题目答案分享——加工的表面质量
Homework 15
版权声明
本内容由狂小虎原创整合,请不要售卖,为了防止爬虫以及保持免费性,设置为仅粉丝可见。另外,题目以及解释可能不完全正确,仅供参考,同时也欢迎各位在讨论区指点出内容的错误之处。
文章目录
- 版权声明
- 1 表面质量的含义包括哪些主要内容?为什么机械零件的表面质量与加工精度具有同等重要的意义?
- 2 影响加工工件表面粗糙度的因素有哪些?磨削加工时,影响加工表面粗糙度的主要因素有
- 3 什么是冷作硬化现象?其产生的主要原因是什么?实验表明:切削速度增大,冷硬现象减小,进给量增大,冷硬现象增大;刀具刃口圆弧半径增大,后刀面磨损增大,冷硬现象增大;前角增大,冷硬现象减小。在同样切削条件下,切削T10钢硬化深度h与硬化程度N均较车削T12A为大,而铜件、铝件比钢件小。试讨论如何解释上述实验结果。
- 4 什么是磨削“烧伤”?为什么磨削加工常产生“烧伤”?为什么磨削高合金钢较普通碳钢更易产生“烧伤”?磨削“烧伤”对零件的使用性能有何影响?试举例说明减少磨削烧伤及裂纹的办法有哪些?
- 5 为什么在机械加工时,工件表面层会产生残余应力?磨削加工工件表面层中残余应力产生的原因与切削加工是否相同?
- 6 在平面磨床上磨削一块厚度为10mm、宽度为50mm 、长为30mm的20钢工件,磨削时表面温度高达900℃ 。试估算加工表面层和非加工表面层残余应力数值,并画出零件近似的变形图及应力图。
- 7 何谓强迫振动?何谓自激振动?如何区分两种振动?机械加工中引起两种振动的主要原因是什么?
1 表面质量的含义包括哪些主要内容?为什么机械零件的表面质量与加工精度具有同等重要的意义?
Surface quality consists of two main part: geometrical shape of surface layer, physical properties of surface layer.
Machine’s ability mainly depends on surface quality of parts. In reality, many parts are broken and cause accidents by surface’s defects of the parts. Moreover, many damages on functional parts’ structures started from nano range below their surface layers. The properties of surface play a significant role in application ability of parts.
2 影响加工工件表面粗糙度的因素有哪些?磨削加工时,影响加工表面粗糙度的主要因素有
The factors influence surface roughness of workpiece are mainly concluded into: geometrical factors, physical factors and vibration of operation system.
In grinding processes, the factors can be described more detail: geometrical factors about grinding processes and structure of sand wheel, geometrical factors and vibration of operation system about grinding processes as well as plastic deformation of the workpiece.
More specifically, there are 6 extremely influential factors of surface roughness in grinding processes: (a) abrasive grain size (b) dressing of grinding wheel © grinding wheel speed (d) workpiece speed (e) radial feed rate (f) axial feed rate
3 什么是冷作硬化现象?其产生的主要原因是什么?实验表明:切削速度增大,冷硬现象减小,进给量增大,冷硬现象增大;刀具刃口圆弧半径增大,后刀面磨损增大,冷硬现象增大;前角增大,冷硬现象减小。在同样切削条件下,切削T10钢硬化深度h与硬化程度N均较车削T12A为大,而铜件、铝件比钢件小。试讨论如何解释上述实验结果。
During cutting or grinding, metal’s grains on surface layer of workpiece relative shear slide due to plastic deformation. Thus, grains would be lengthened, distorted and broken so that they would be strengthen. The progress is work hardening.
The degree of work hardening depends on: (a) the parameters of cutting tool (b) cutting amount © materials of workpiece
(a) Higher cutting speed, the contacting time between workpiece and cutter would be shortened, plastic deformation would be reduced. Meanwhile, that would increase the temperature to improve the recovery after work hardening. Thus, depth of hardening layer and hardness would decrease.
(b) With the increase of feed rate, cutting force would increase as plastic deformation, which strengthen work hardening.
© Increasing radius of cutting edge or abrasive wear of flank surface, the rake angle would be reduced while the clearance angle would increase. Thus, cutting the workpiece would be easier and plastic deformation would be reduced, which also minimize work hardening.
(d) The lower hardness and the higher plasticity of workpiece material, the more extreme of work hardening.
4 什么是磨削“烧伤”?为什么磨削加工常产生“烧伤”?为什么磨削高合金钢较普通碳钢更易产生“烧伤”?磨削“烧伤”对零件的使用性能有何影响?试举例说明减少磨削烧伤及裂纹的办法有哪些?
With high heating rate, instant heat concentration would take place on some parts of the workpiece, which create comparatively high temperature gradient. Thus, the grain structures would be changed and hardness of strength would be reduced, which causes residual stresses and cracks on the workpiece. The process is considered as grinding burn.
In grinding processes, the cutting force would be more than tenth as the same item on the other machining methods. Moreover, the cutting speed is extremely high, so that the consuming power is much larger than those on the other machining methods. Furthermore, the thermal conductivity of sand wheel is poor and the mount of chip is small. Thus, most of the energy during grinding processes transfer to workpiece, which causes temperature on the grinding area would increase to 400~1000^0 C in a short time.
Thermal conductivity of high alloy steel is extremely poor (poor than normal alloy steel). Thus, high alloy steel is easier to be burnt.
Sometimes, the burnt layer would be more likely to be a damaged area. In tempering burn and annealing burn, the hardness of the layer would be reduced, so the part may be easier to be broken. In quenching burn, the layer’s hardness would be improved, which means it is easier to wear the cutters.
To eliminate grinding burn, the following measures can be taken. (a) reduce the cutting amount (b) use lubricant © use the material which is difficult to change their grain structure (d) change geometrical parameters of cutters to increase chip amount
5 为什么在机械加工时,工件表面层会产生残余应力?磨削加工工件表面层中残余应力产生的原因与切削加工是否相同?
In machining processes, surface layer metal of workpiece would change shape, size or grain structure relative to base metal. Thus, residual stresses would be generated on the surface layer of workpiece.
The reasons for generating residual stresses on grinding or cutting processes are the same. Residual stresses can be caused by (a) cold plastic deformation, (b) hot plastic deformation and © grain structure change. And three reasons can work on both machining processes.
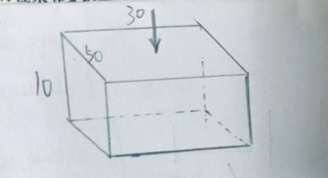
6 在平面磨床上磨削一块厚度为10mm、宽度为50mm 、长为30mm的20钢工件,磨削时表面温度高达900℃ 。试估算加工表面层和非加工表面层残余应力数值,并画出零件近似的变形图及应力图。
Solution,
First, I suppose the working surface is 50×30.


7 何谓强迫振动?何谓自激振动?如何区分两种振动?机械加工中引起两种振动的主要原因是什么?
Forced vibration is a vibration caused by regular and external interference force on the operation system. Moreover, movement, speed and acceleration, which is changing with time, can also motivate system that kind of vibration.
Self-excited vibration is a vibration caused by regularly changed cutting force due to vibration process. And this cutting force can strength and keep the vibration, which supplement the energy consumed by damping effect.
振动频率与干扰作用频率相同,并随干扰作用的频率改变而改变,随干扰作用去除而消失的为强迫振动;振动频率与系统固有频率相等或相近,机床转速改变时振动频率不变或稍变,随切削过程停止而消失的是自激振动。
(a) For forced vibration
Inner vibration source: such as vibration of electrical motor, the unparallel of rotary parts on machine tool, motion transfer, etc.
Outer vibration source: another machine tool, railway’s vibration transferring through base of machine tool.
(b) Self-excited vibration
Regenerative self-excited vibration; mode coupling self-excited vibration.
振动系统补充了由阻尼作用消耗的能量,让振动维持下去。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号