视觉应用的下游客户群分析
根据视觉应用的使用场景,大致可以分成4个类别:识别、检测、定位、测量。
1. 识别
1.1. 条形码,BarCode
1.2. 二维码,MatrixCode
1.3. OCR:光学字符识别
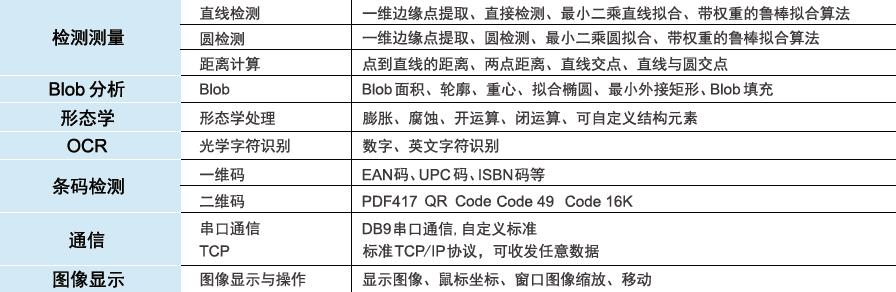
技术特点:
-
可以精确识别各类印刷体字符,自训练字库的字符等。
-
喷印和钢印在各类材料包括金属、塑料等上面的印刷体、凸字体、凹字体的识别等。
-
抓拍识别各类显示器、触摸屏、手机屏、仪表屏上的各类字符。
-
应用领域包含卡证(银行卡、社保卡和会员卡)上的OCR识别,各类金属制 材上的钢印 字符识别,半导体设备中的晶圆字符识别,各类药板上的凹字识别,钢厂各种板坯、方坯上的钢号识别,钢厂高线钩号的识别等。
-
可以采用工业相机采集图像从而在电脑上进行识别的方案,也可以采用智能相机在相机内部完成采集识别流程。集成了高速的全局快门CCD/CMOS感光芯片,可以抓拍运动物件上的字符。
-
可以配备不同的镜头,从而进行大字体和很小字体的的OCR字符拍摄识别,可以突出反光材料表面例如晶圆上的OCR字符。
-
结合LED光源的照明,让OCR字符对比度更好,灵活运用明场和暗场图像进行OCR的精确识别。
-
独特的多组抓拍参数设置,多组识别参数设置,可以建立多组字符识别的Job,设定各类识别的程式,最后再通过优选算法对多次识别结果进行汇总,从而保证很高的识别率。
-
OCR字符识别结合通用定位算法功能,可以精确控制识别区域。
-
高识别率和识别速度,稳定运行在各类设备和视觉应用现场。
-
配置从30万到1600万像素的CCD/CMOS相机,对静止和运动物件抓拍,可以针对客户预算提出灵活的解决方案。
-
字符识别算法完全自由产权,可以根据拍摄的实际图片进行各类预处理算法和定位分割算法的调整以及功能定制。
-
识别结果可以采用TCP/RS232串口上传。识别图片和识别结果可以选择保存。
-
字符识别系统能适应各种复杂环境,包括高温、振动和高灰尘环境。
实际应用
-
银行卡上凸字识别

-
芯片上序列号数字的识别

-
票据和票证上印刷体字符的识别
-
钢铁厂板坯和小方坯的钢号识别

-
药板上的钢印号识别

-
金属件上环形凹字定位、检测和识别

-
刀具激光刻印字符检测

-
各类仪器仪表的标准字体以及数码管字体识别

1.3.1. 晶圆ID识别
晶圆(Wafer)是指硅半导体集成电路制作所用的硅芯片,每一片晶圆都有一个编号,即晶圆ID(Wafer ID)。
实际中,部分晶圆生产厂商会将晶圆ID刻在晶圆背面,如图1所示。对于这类晶圆,在进行晶圆研磨前,就必须把晶圆ID写在晶圆正面,才能保证研磨后,晶圆ID不丢失,以便在贴片时,通过晶圆ID读取晶圆图(Wafer Map),来区别晶圆测试为良品或不良品。
传统地,一般采用手动模式,将刻在晶圆背面的晶圆ID写在晶圆正面。其操作步骤是:操作员手动查看刻在晶圆背面的晶圆ID,记住后,翻转到晶圆正面,将晶圆ID手写到晶圆正面,之后复检。手动模式的优点是:不需要投入额外的设备,费用低;缺点是:效率低,人工记忆不可靠,容易出错,且若不小心撞坏晶圆,会导致产品报废。
为了提高操作效率,现有技术提出了一种晶圆ID自动刻录机,该晶圆ID自动刻录机的视觉系统会自动识别出传送过来的晶圆背面的晶圆ID,自动翻转后,采用激光打印技术将识别出的晶圆ID印在晶圆正面,之后将物料送出。虽然其执行效率高且准确率高,但成本过高,一台晶圆ID自动刻录机需要差不多300000RMB,高额的成本限制了其应用范围。

晶圆打码机是专业化的晶元激光打码专用设备。
- 尺寸:适用于2〞- 6〞、4〞- 8〞、8〞- 12〞晶元
- 材质:Si, GaAs, Ge, SiC, GaP, InP, Sapphire, Quartz等
- 字体:SEMI OCR、BC412、2D MATRIX等符合SEMI标准字体



1.4. 色彩识别
2. 检测
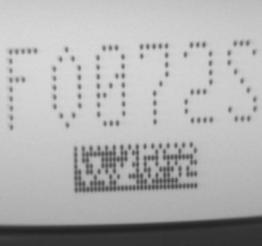
2.1. 缺陷检测
2.1.1. 模切检测(通用检测方案模板)
检测要求:
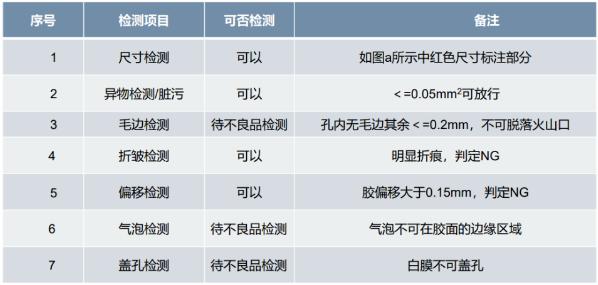
缺陷检测的流程一般是:
-
提交标准CAD设计尺寸规格
-
通过高精度工业相机抓取图像。
-
根据灰度值差异,在边上取10个点。根据这十个点拟合成一条直线。
-
同理,其他边抓取也按这个方法,共三个尺寸,需要抓取三对边、六条直线。
-
为了提高精度和防止其他因素影响,在拟合直线时,10个点中,我们有选择的舍弃2个点,即实际是由8个点进行直线的拟合。
-
拟合完成后,计算出相对两直线见像素数,通过转换即可得到实际尺寸。
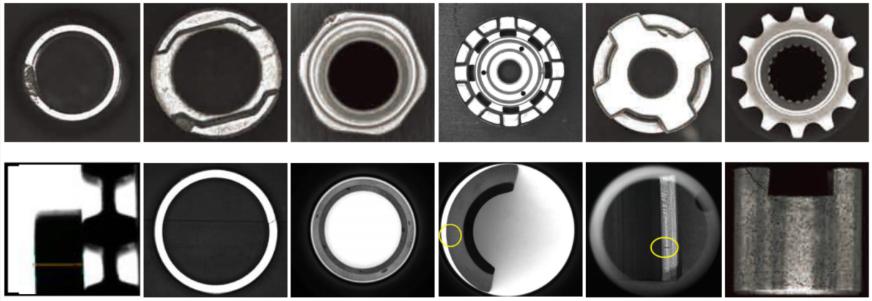
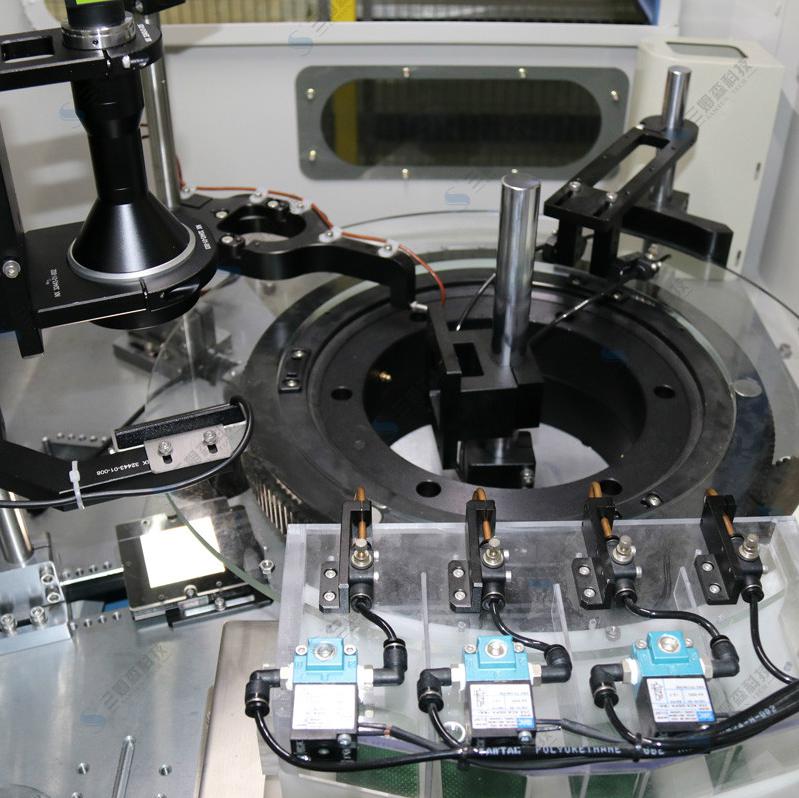
2.1.2. 金属五金件的检测
汽车零部件外观缺陷光学自动检测设备主要用于检测圆盘、齿圈、气门座圈、含油轴承、活塞销、球轴承等中小型汽车零部件,可检测工件上下端面的崩损、端面伤、错位、裂纹等外观缺陷,最小检测直径可达5mm。检测速度达到国内领先水平,最快检测速度可达1万件/小时,相当于2至4个熟练工人同时工作;并可适用于粉末冶金、磁材、精密陶瓷、电子元器件、小五金、紧固件等行业。
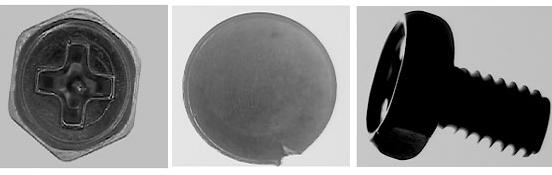
2.1.3. 螺钉检测
检测铆钉头部破裂、头部轮廓缺陷、颈下长度尺寸等
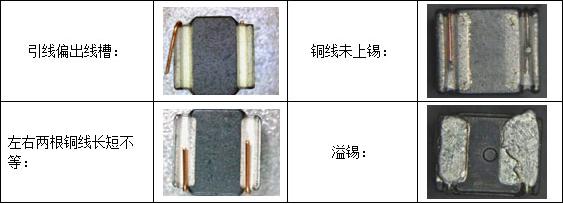
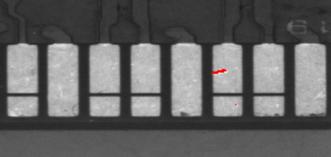
2.1.4. 元器件外观缺陷检测案例
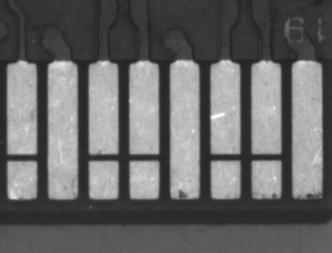
2.1.5. 金手指表面缺陷检测
“金手指”是内存条,SD卡,U盘等一些储存设备必不可缺的一部分,金手指的好坏决定了整个产品的质量的好坏,产品上的金手指表面都是镀有一定厚度的金,表面的镀金如有损坏下层的黄铜易于氧化造成接触不良从而成为次品造成成本损失,因此制造商在每个易出现缺陷的环节安插人工检测或其它辅助工具检测,目的是为了杜绝不良品的产生,可是往往不能达到预期的效果,仍然会出现大量的不良品。

主要对金手指:漏铜,划伤,刮伤,污点,锡点等缺陷进行检测,该检测系统使用了单波段高分辨率远心镜头可将缺陷细节清晰的展现出来。
2.2. OCV:光学字符检测
光学字符验证(OCV)适用于各种标记检验和标签打印验证应用领域及在线检测。能够检测模糊、不整齐、变形或重复的标记,多余或缺少的笔画,遗漏的字符或颠倒的标记,以及对比度问题。 如有异常发生,可显示报警或者控制机器停机。对不符合要求的工件检测后可输出控制信号,剔除不合格品。
应用领域:
- 激光打标检测
- 标记检测
- 标签检测
- 批量混合检测
2.3. 光照
-
蚀刻(阴刻)
-
凸雕(阳刻)
- 如果表面是金属反光面,使用明场照明,文字将暗色显示
-
塑料膜:使用漫反射照明,避开薄膜的反射光
-
半透明的物体,可以通过透射照明。
-
轮廓检测,通过背光照明(不会有反光)
-
橡胶件:几乎不会反射光线(全部吸收或是漫反射),所以可以漫反射
3. 定位
目标定位是机器视觉或图像识别领域中最基础的重要工具之一。通用定位是一个稳定的、高精度的、用于在任何未知图像中搜索任意指定目标的通用图像定位工具。它可以搜索指定目标图像是否存在;可以找到指定目标的精确位置和旋转角度。
通用定位需要克服定位目标的缺损、光照不匀和噪声干扰。
通用定位在工业机器人领域、半导体制造领域等自动化程度较高的工业应用中有着广泛的需求,起到关键的作用。在绝大部分的缺陷检测应用中,首先需要解决的就是模板图像和待检测图像的对准问题;比如在工业机器人的自动生产线上,我们必须精确知道零件的位置和形态,VGR视觉引导机器人技术就是通用定位的关键应用。
机器人视觉引导系统可以和国内外大部分厂家的工业机器人协议连接,广泛应用于上料机器人、物料输送机器人、材料去除机器人、部件移动机器人、自动钻孔机器人、码垛机器人等。

性能指标如下:
- 支持360度全角度搜索;
- 支持图像全幅面搜索;
- 平移精度:0.05pixel;
- 旋转角度精度:0.02度;
- 速度快,可以满足大部分的工业应用;
- 能检索多个目标;
- 支持训练多个模板;
3.1. AGV导航
在自动化的物流工厂,类似于亚马逊的KIVA自动运货机器人,都是靠AGV去读取地面的二维码来进行小车轨迹引导和货物的搬运。

目前AGV技术主要是对Data Matrix型ECC200码和QR码进行识别,识别速度快,精度高,同时能把2D码在采集图像中的位置精确给出来。成功应用AGV小车的机器视觉引导。在AGV应用中,相机已经调配了2通道LED白色光源,同时可以进行连续和外触发采集。应用于AGV小车2D码视觉引导领域的优势:
-
高速采集,通过全局快门感光芯片进行图像采集,能达到运动中清晰捕获2D码图像
-
高速嵌入式识别,相机内部直接进行识别结果输出,单张2D码识别时间10MS~20MS
-
可以进行图像中多个2D码的定位和识别
-
输出结果多样化,可以包含了2D码的方向信息,坐标信息,同时包含了识别结果。
-
整套识别系统包含了智能相机、环形光源和工业镜头,相机能直接进行光源亮度的软件调节
-
输出接口多样化,可以通过网络输出识别结果和坐标,也可以通过串口输出,支持PLC的MODBUS协议。相机硬件结构稳定,防护等级IP65.
-
读码器是完全的独立运行机,在设定好工作模式后,相机可以自启动后按工作模式独立运行,比如连续抓图和识别,当有识别结果时,通过串口输出数据。
-
相机集成了白色或者红外光源,光源亮度可以通过相机软件内部调节。
-
相机支持各种工作距离安装,根据工作距离和抓拍视野来选择相应的工业镜头。
4. 测量
4.1. 手机盖板玻璃一键测量设备
高精密光学自动检测设备
- CCD视觉检测、激光量测
- 外形尺寸、平面度、高/厚度尺寸测量
- 适用于各种高精密金属小件;通用性强,不动硬件时可通用检测多款类似产品;
- 检测精度最高可达 ±0.005mm
- 产能最高可达3500PCS/H
功能包括:
- HDMI平整度检测
- USB平面度检测

 浙公网安备 33010602011771号
浙公网安备 33010602011771号