更智能!AIRIOT加速煤炭行业节能减排升级
“双碳政策”下,各个行业都在践行节能减排行动,依靠数字化、智能化手段开展节能减排工作。 煤炭行业是能源消耗大户,煤炭选洗是煤炭行业节能减排的重要环节之一,加强煤炭清洁高效利用工作,抓好洁净煤源头的煤炭选洗尤为关键。 而事实上,大部分选煤厂智能化、自动化建设及信息化水平较低,仍处于探索阶段,距离实现全面数字化管理还有很大差距。
煤炭选洗是指通过洗煤将原煤分为精煤、中煤和矸石,提高煤炭的利用效率。其工艺过程一般由选前准备、在原煤经过破碎和筛分后进行分选、产品的分级脱水和煤泥处理等作业组成。对于重介选煤流程还包括介质的回收、净化作业。
在选煤生产系统中,洗选机器设备的智能化应用是加快选煤厂技改步伐的核心。针对选煤厂重介密度、跳汰分选、浮选及加药、粗煤泥分选、浓缩系统及加药、沉降处理、装车配煤系统、干燥系统、压滤机集群等一系列复杂工艺设备居多,岗位人员少的问题,如何通过数字化技术建立改善设备维护及单个作业严格精准化的要求,成为当前选煤厂亟待解决的问题。
为实现选煤厂生产运行与设备管理之间的功能互联,信息共享,工艺设备状态实时监控等,AIRIOT平台采用低代码搭建技术为选煤厂建立了工艺集控系统及自动加药系统等等,实现了工艺远程监测、数据采集、设备管理监控、生产可视化、移动化管理等多项功能,全面提升了选煤厂的信息智能化水平,提高了生产调度协作效率,降低了设备故障率和生产维护成本,显著提升了选煤厂的运行效率。
一、统一技术架构 智能化集控系统
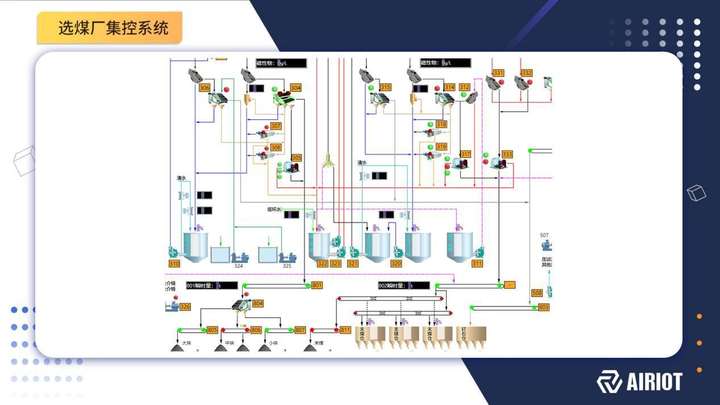
基于微服务架构设计,AIRIOT平台开发出应用统一技术架构的智能化集控系统,实现了各作业系统间的的监测实时化、控制自动化、管理信息化、业务流转自动化、决策智能化的目标,实现了选煤厂数据融合共享与统一协调管控。
在选煤厂集控系统内,AIRIOT可视化组态引擎起到了决策性的作用,百余台设备在“自动自发”地高速运转,从原煤筛分到浮选加药、从煤泥浮送到产品装车等,各环节的生产过程都在可视化监控中心的LED屏上一览无遗。实现全流程和动态煤质管控,精煤合格率达到最高峰值。
二、AIRIOT自动加药系统
选煤厂通常在煤泥水浓缩澄清过程中添加絮凝剂来加速煤泥的沉降速度,改善煤泥的浓缩澄清效果,进而降低水洗浓度。加入PAC(聚合氯化铝)与PAM(聚丙烯酰胺)配置成水溶液,以提高浓缩池的固液分离效率,以降低浓缩池的溢流浓度。
由于在药剂配合过程中,药剂是一次性加入,且无论是药剂用量还是加药时间间隔及用水量的因素水质都会受到影响:
1、药剂不能做到准确、均匀、及时添加,造成所配水溶液浓度不稳定。
2、因PAC与PAM为固体粉剂,在水中溶解速度较慢,入水后若搅拌速度较慢且力度较小,两种药剂便不能充分分散,从而使部分药剂不能得到有效溶解。
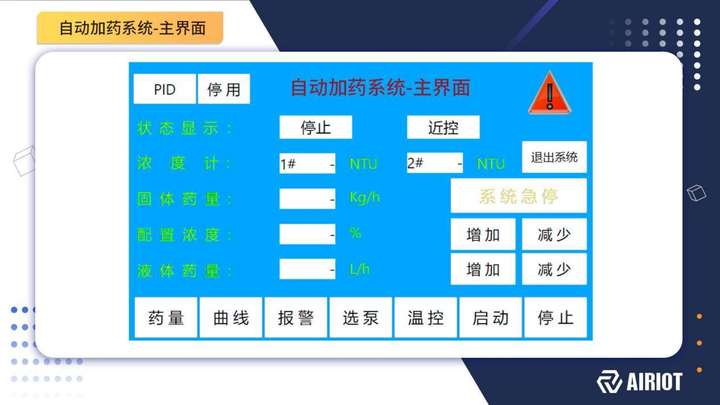
药剂的添加对絮凝剂的使用效果也会产生一定影响,如何实现全自动加药配比装置浓度配比,AIRIOT搭建的自动加药系统为企业提供了完美的解决方案。
AIRIOT数据采集与控制引擎监测到进水与出水水质参数,企业可通过系统参数配比加药量,AIRIOT自动加药系统也可根据水质参数智能计算出加药量配比比例,下发到平台,企业可根据系统下发参数进行药量配比,实现精准投药。
三、设备状态监控
选煤厂机械化、自动化程度不断提升,设备已成为选煤厂生产经营、创造效益、提高市场竞争力的重要资产,这无疑给选煤厂设备管理带来了新的挑战。选煤厂设备是生产活动的物质技术基础,其性能直接关系到分选效果的好坏、生产能力的大小、技术水平的凹凸、能源消耗的多少以及选煤厂经济效益的凹凸。所以妥善管理选煤设备显得愈加重要。
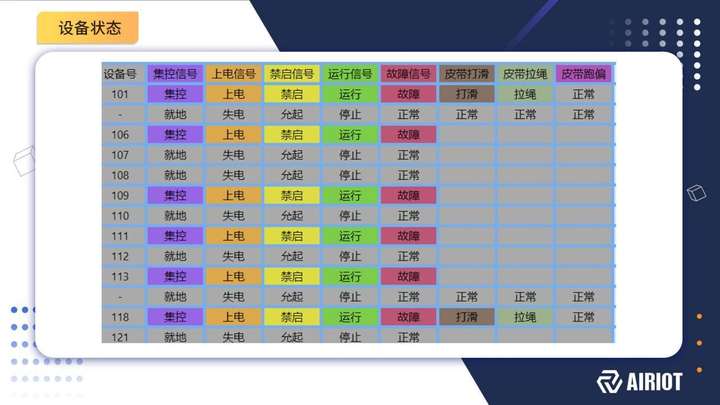
为保障选煤设备的正常运转,最大发挥机电设备生产效能,规范机电设备的管理工作,AIRIOT所搭建的设备状态系统实现了生产工艺设备、辅助设备、电气设备、试验研究用设备、管理用设备等实时监测功能,对设备全寿命过程的最佳状况进行管理与监测,并根据设备健康特征对维修策略进行决策及建议,从而实现选煤厂全工位设备健康智能管理。
AIRIOT物联网低代码平台利用自身优势使得选煤厂的感知层面、控制层面、管理层面、决策层面升级运营管控模式,进一步推进企业的数字化转型升级。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号