V90 PN EPOS 控制模式下使用运行到固定停止点操作
V90 PN EPOS 控制模式下使用运行到固定停止点操作步骤
前提条件:
使用的电机为 0.1 kW 低惯量电机(额定扭矩 = 0.16 Nm)
步骤:
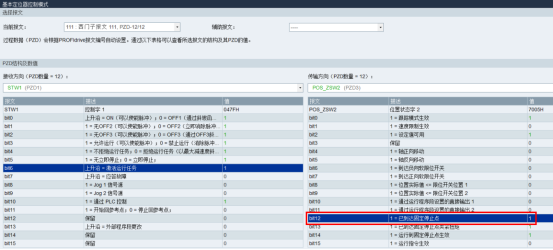
1. 配置 PLC 和 V90 PN 驱动。选择报文 111。
2. 设置运行程序段 0 的目标位置。
p2617[0] = 100000

3. 将运行任务配置为运行到固定停止点。
p2621[0] = 2
4. 检查扭矩最小限制为 0.1 Nm。
p2622[0] = 2
5. 通过参数 p2634=2000 lu, 设置为最大跟随误差。参数 p2635=1000 lu 设置为监控窗口。
6. 执行回参考点操作。(主动回来、直接置零都OK)
注意:
当 SINAMICS V90 PN 工作在 EPOS 运行程序段模式下时,必须在移动轴之前执行回
参考点操作。
7.驱动执行回参考点操作成功后,使用报文 111 时,可通过 PROFINET 控制字 POS_STW1.15 =0 选择运行程序段功能;
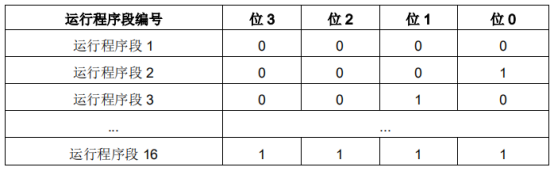
注意:选择运行程序段编号:
使用报文 111 时,可分别通过 PROFINET 控制字 POS_STW1.0 至 POS_STW1.3 设置
运行程序段编号位 0 至位 3。
通过设置组合位 0 至位 3 从 16 个运行程序段编号中选择其一:
8.激活运行任务
使用报文 7、9、110,及 111 时,可通过 PROFINET 控制字 STW1.6 激活运行任务
,本例是触发运行程序段 1。
STW1.6=1,激活运行任务:

9.观察驱动状态,确认是否到达固定停止点。
到达固定停止点:
– 当实际位置跟随误差超出了参数 p2634 中的设定值时,表示达到固定停止点。
达到固定停止点后,轴的实际位置:


未到达固定停止点:
– 在达固定停止点后,如果轴脱离该位置且超出了为此设定的监控窗口(p2635),
则转速设定值会设为 0,并输出故障信息 F7484

– 如果直到制动动作点都没有检测到“已到达固定停止点”,则输出故障信息 F7485
10. 一旦识别出“已到达固定停止点”状态,该任务便结束。程序段切换方式由任务设定决定。

 浙公网安备 33010602011771号
浙公网安备 33010602011771号