
esp32 项目过程
1. 按键的驱动
参考文章:【ESP32 IDF】key按键与EXTI中断
作者:人才程序员
原文链接:https://blog.csdn.net/m0_62599305/article/details/136430956
软件消抖核心代码:
gpio_reset_pin(22);
gpio_config_t key;
key.mode = GPIO_MODE_INPUT;
key.pull_up_en = GPIO_PULLUP_ENABLE;
key.pull_down_en = GPIO_PULLDOWN_DISABLE;
key.pin_bit_mask = (1ull << 22);
key.intr_type = GPIO_INTR_DISABLE;
gpio_config(&key);
void key_scan()
{
// gpio_pad_select_gpio(22);
if(gpio_get_level(22) == 0)
{
vTaskDelay(10);
if(gpio_get_level(22) == 0)
printf("Key pressed\n");
}
}
2. esp-idf 添加自己的头文件
参考文章:关于VS的esp-idf基本库和个人库关于头文件标红报错的解决方案
作者:t_guest
原文链接:hhttps://blog.csdn.net/hexiaoze175/article/details/136100035
关键步骤:
在自定义的文件夹中添加 .txt 文件,名字命名为CMakeLists.txt,如图

右击刚刚创建的CMakeLists.txt ,点击CMakeLists.txt文本编辑器


然后再选择相对文件位置,如图

下面之所以填 " . ",是因为我们的12c.c直接在components中,意思是i2c文件就在本文件夹中,如果是在components中再创建一个文件夹存放i2c文件,那这里就还要加上里面的这个文件夹路径,比如components中再创建一个文件夹叫code,code中存放i2c的.c和.h文件,这里就填".\code"(引号为了说明,填的时候不填)。填完不要忘记点击上边的Save。不点Save是没用的。

这时候打开CMakeLists.txt,里边就不是空的了,应该是这样的:

然后别急着编译,直接编译还是会报错,我们要先清除预编译缓存, 然后再点击编译,可以看到问题解决了。
3. 外壳的绘制与3D打印
0. 《现代消费电子产品塑料外壳的自顶向下设计及3D打印研究》:https://m.e-works.net.cn/articles/article138212.htm
1. 《Fusion360修改嘉立创EDA专业版生成的3D外壳文件》:https://blog.csdn.net/armcsdn/article/details/137375911
选择Fusion360的原因
能修改3D外壳文件的建模软件常用的有Solidworks 、Fusion360、UG等等。Solidworks在打开STEP文件上很麻烦,完全没有Fusion360的快捷。另外一个涉及的版权问题。Fusion360选择个人免费版即可,通过设置暂时个别文件只读即可保证当前设计文件的使用。
2. 立创EDA专业版官方文档:3D外壳相关
链接: https://prodocs.lceda.cn/cn/pcb/place-3d-shell-outline/\
3D打印(增材制造) 科普
3D打印也称为增材制造、快速成型,是近二十年信息技术、新材料技术与制造技术多学科融合发展的先进制造技术,被誉为有望产生“第三次工业革命” 的代表性技术,是大批量制造模式向个性化制造模式发展的引领技术。
熔融沉积成型(FDM)是3D打印常见的加工方式之一,聚合物材料应用于FDM方式,主要包括丙烯腈-丁二烯-苯乙烯(ABS)树脂和聚乳酸(PLA)两种材料。
3D打印完整过程一般包括三维建模、STL文件转换、打印切片工艺参数设置、3D打印加工、后处理五个阶段。三维建模可采用前文所述的自顶向下设计方法进行,STL文件是3D打印的标准格式,三维CAD文件均可转化为STL文件以符合3D打印机器的要求。打印切片工艺参数设置与具备的成型设备有关,FDM机器包括工业机及桌面机两种类型,品牌设备商均提供了切片软件(如太尔时代的UP等)。三维CAD格式设置、ABS工业机快速成型工艺参数优化、聚乳酸桌面3D打印工艺参数优化可参考作者的其他论文,本文不再详细阐述,仅针对ABS材料桌面型3D打印STL切片过程和工艺优化进行阐述。
FDM成型中,STL文件的精度及切片的层厚是影响成型精度和效率的关键因素。以北京太尔时代公司UP BOX桌面型3D打印机为例,使用ABS/PLA材料3D打印,构建的三种模式工艺参数如表1所示。
表1 ABS材料三种模式3D打印工艺参数表
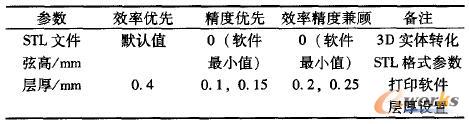
表1中,STL文件弦高指的是Creo零件转化为STL格式文件时设置的参数,该参数直接影响到切片的数量及成型的精度,弦高越小实体切割成三角片的数量越多,成型的精度越高。层厚是UP切片软件中每层的厚度,STL文件精度一致的前提下,层厚越小,成型精度越高,同时成型时间越长。UP软件的层厚有0.1、0.15、0.2、0.25、0.3、0.35、0.4 mm共7种常用选择。效率优先是指以最快速度成型,则STL转化时弦高可采用默认值,层厚可设置为0.4mm的值;表1里归纳了三种常用的成型模式,其中精度优先是指以最高精度成型,弦高输入0,Creo软件自动计算最高精度的弦高,层厚采用0.1mm或0.15mm;效率精度兼顾模式则兼顾了精度及效率的因素,选用0.2、0.25mm层厚。总之,应根据具体产品(尺寸、精度要求等)选择不同类型参数及工艺模式。
嘉立创3D外壳设计教程:

注意:
- 一、注意上下壳体需要通过下壳伸出的内壁高度连接上壳。所以不要漏了设置下壳内壁高度或上壳内壁高度。
- 二、在设置了内壁后,原本的外壳将会向内增厚,此时应该注意原来的PCB板框是否还满足内部空间,因此在设置了内壁后,应调整外壳尺寸以满足外壳的内部空间能容得下板框。
内壁会与外壁显示的颜色不同,请注意。
参考资料:
1. 嘉立创EDA上3D外壳设计应注意的事项-避坑指南 https://bbs.21ic.com/icview-3313620-1-1.html

 浙公网安备 33010602011771号
浙公网安备 33010602011771号