硬件工程师入门基础知识(二)片式电阻、片式网络电阻标识和焊接使用注意事项
片式电阻、片式网络电阻标识和使用注意事项
1.概述
片式类电阻器优点:体积小、尺寸小、重量轻;耐振动、耐冲击、耐热、耐湿性好;高频特性好;安装快捷、方便:尺寸和形状标准化。
广泛用于航空、航天、船舶、兵器、通讯、自动控制、汽车电子、计算机、移动通信、数码消费等领域。
2.阻值标识
2.1 标识原则
a)电阻器阻值原则上按标称阻值系列进行标识,如有特殊标识要求可以定制。b)1005型产品无标识,其他型号产品的标识要求:
对于零欧姆产品:其他型号产品标识为“0”或“000”;
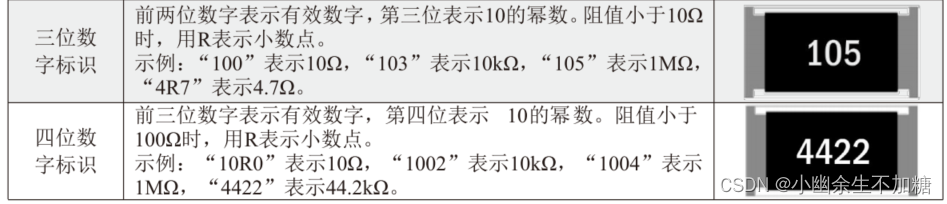
对于非零欧姆产品:1608型产品采用三位数字或三位代码标识,其他型号采用三位数字或四位数字标识。
2.2片式类电阻、片式电阻网络标识方法

电阻系列表:

2.3电阻网络标识方法

3.电阻产品包装
3.1片式电阻、片式电阻网络的包装



3.2电阻网络的包装
电阻网络产品一般使用散装。
4.使用注意事项
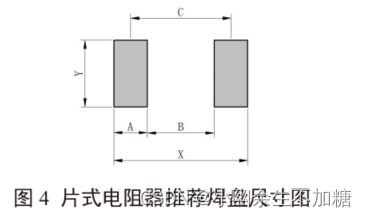
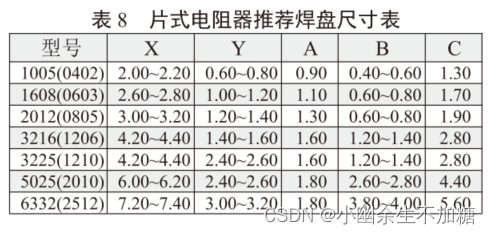
4.1 片式电阻推荐焊盘尺寸
4.2片式电阻网络推荐焊盘尺寸



5.焊接方式
5.1 概述
片式电阻器及电阻网络推荐采用再流焊焊接方式,单列直插类电阻网络推荐采用波峰焊焊接方式或手工焊接方式。
5.2再流焊焊接
先将焊盘清理干净并涂上一层均匀的锡膏,将片式电阻及片式电阻网络安放在焊盘规定位置,然后进行再流焊焊接,再流焊焊接过程见图9所示,再流参数见表10所示。


5.3波峰焊焊接
对于单列直插类电阻网络,波峰焊焊接预热温度一般为 90℃-100℃(长度 1m-1.2m),焊接温度一般为 235℃-260℃,焊接时间不超过 10s。波峰焊焊接时 PCB 板吃锡高度控制在 PCB 板厚度的1/2~2/3 。
5.4 手工焊接
5.4.1 手工焊接流程
贴片电阻焊接:

直插器件焊接:

5.4.2 手工焊接注意事项
手工焊接推荐使用温度能自动控制的烙铁(若使用非温控烙铁,功率不宜大于20W),使用的烙铁尖端直径不宜大于1mm。对于单列直插类电阻网络,若使用非温控烙铁,功率不宜大于 25W。
对于片式类电阻,手工焊接温度不超过 240℃,焊接时间不超过 5s,若焊接温度超过 240℃(任何情况下不超过 270℃),焊接时间不超过 3s。有缺陷的焊点允许返工一次。对于单列直插类电阻网络,手工焊接温度不超过 250℃,单只引脚焊接时间不超过 5s,若焊接温度超过 250℃(任何情况下不超过 280℃),单只引脚焊接时间不超过 3s。每只引脚焊接完应冷却至常温后再焊接另一引脚,有缺陷的焊点允许返工两次。
焊接后应自然冷却,切勿风冷、用嘴吹等强制冷却方法。
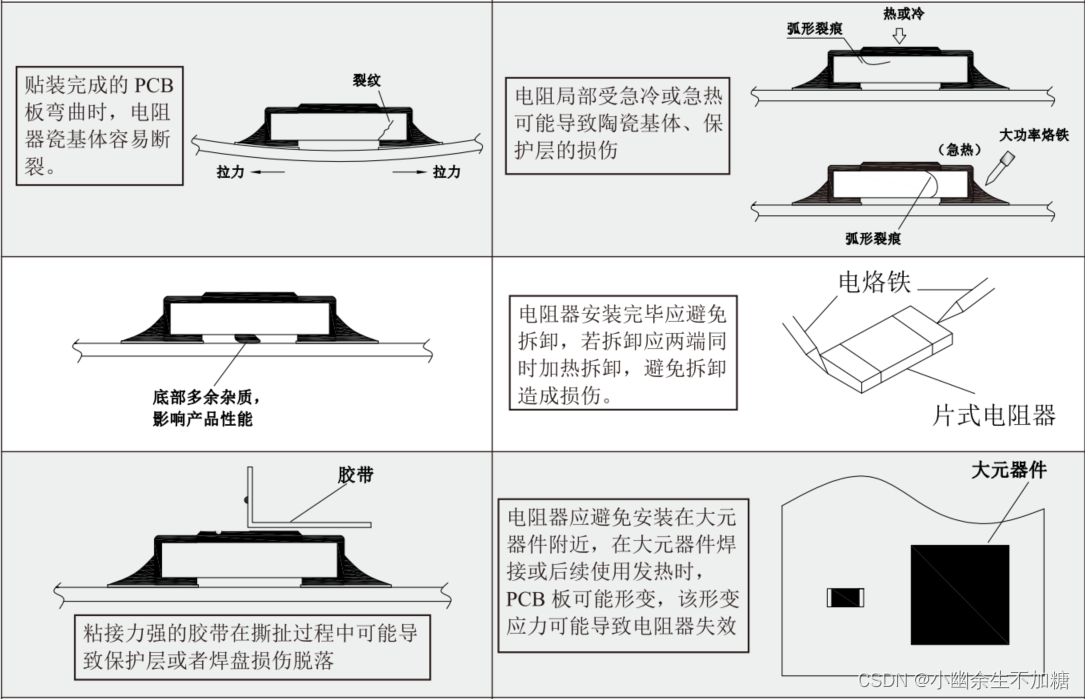
5.4.3 避免案例



 浙公网安备 33010602011771号
浙公网安备 33010602011771号