基础篇:4.1)规范化:3d工程图纸出图步骤详解
本章目的:按照工程图出图步骤,更方便出具规范的工程图。
1.工程出图步骤
这是作者个人归纳的步骤,供同行业工程师参考完善。
以solidworks为例,工程出图步骤如下:
1.1)打开绘制的3d零件图,进行3d图的GB基础设置;
1.2)3d零件图(装配体图)转为工程图,进行工程图GB基础设置;
1.3)选定合适图幅和比例,合理进行视图布局;
1.4)标题栏的填写和3d图纸内容的关联;
1.5)填写技术要求;
1.6)进行全尺寸标注;
1.7)公差和行位公差的标注;
1.8)质量特性重要度标注;
1.9)其他。
1.1 打开绘制的3d零件图,进行3d图的GB基础设置
1.2 3d零件图(装配体图)转为工程图,进行工程图GB基础设置
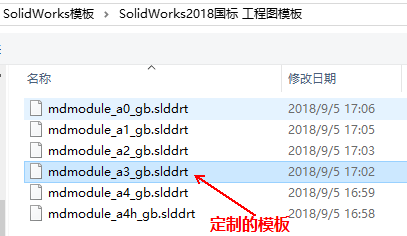
以上两个步骤作者已经进行了更加详细的描述,并制作了对应的工程模板,放在网盘中,详情可见:
1.3 选定合适图幅和比例,合理进行视图布局
图幅和比例必须放在一起讲,同时拥有合适的图幅和比例才能有漂亮的图纸。
1.3.1 图幅比例选用的要求
比例的选择一般应与图幅的选择同时考虑。选用时通常应考虑以下方面的因素:
①应以能充分而清晰地表达机件的结构形状,又能合理利用图纸幅面为基本原则;
②在满足上述基本原则的前提下,所选用的比例应该有利于采用较小基本幅面的图纸;
③在表达清晰、能合理利用图纸幅面的前提下,应该具体地根据机件的尺寸大小和结构复杂程度选择比例。若条件允许,可优先选用原值比例1:1;
④比例和幅面的选择应考虑图样的应用场合,例如,绘制机械加工工艺规程中的工序简图时,一般选用比值较小的比例。
1.3.2 图幅比例的SolidWorks操作
①将右栏视图调色板打开,将合适视图拖到工程图纸。拖视图时建议在轮廓实线层下。

②图纸图幅和比例调节方法是:空白处右键-属性-图纸属性中调整。图框可以采用公司定制的装载。

1.3.3 比例图幅的基本原则的讲解
比例图幅基本原则:应以能充分而清晰地表达机件的结构形状,又能合理利用图纸幅面。
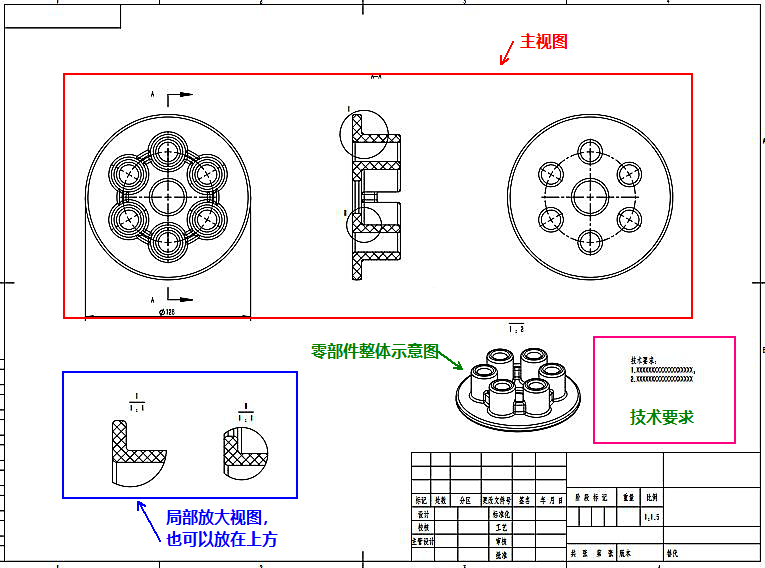
个人解释:图纸的布局要有“君臣佐使”的的主次之分,第一眼即明确主视图,再次明白辅助视图,再再次是技术要求等图纸规范。
布局范例参考如下图:
①主视图3张:为正视图,剖视图,投影背视图。
如果零件比较长,竖着排列也行,个人测试能合理表达大部分零件,这是作者从日企的零件图纸学来的。也观察过很多美资的企业,也是如此。
②视图与图幅比例如下图所示,横向大约能均布4张主视图,纵向3张,就是说横向1/4,纵向1/3;
③局部放大图均匀排列在图纸下侧和上侧;
作者从一张国外企业的老图纸上(autocad时代绘制的涡壳图纸),参考来的局部视图排列方式;
④尺寸标注占标注后图纸的1/3或1/4,不建议超过1/2(毕竟这是画图而不是画尺寸)。
1.4 标题栏的填写及3d图纸内容的关联
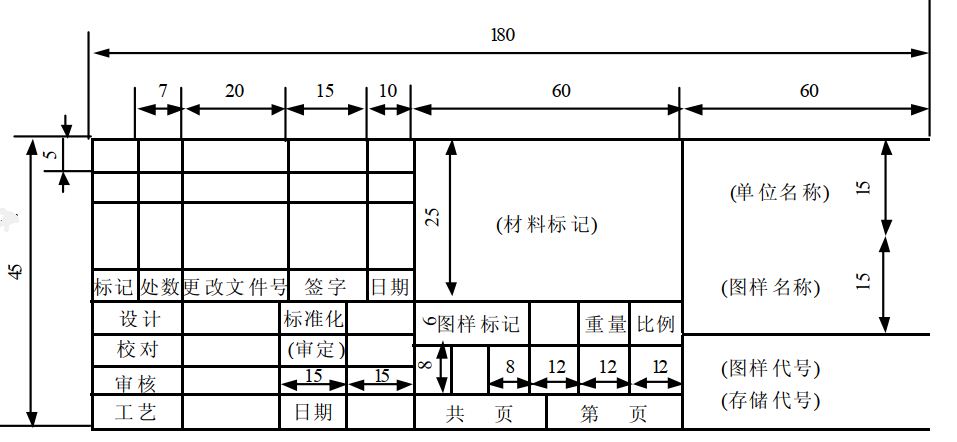
1.4.1 标题栏的填写按照标准JB5054.3填写
JB5054不是最好的标准,但绝对是最基础扎实的。和机械设计手册配合,可以解决大部分机械规格的问题。想要进一步的工程师,请看APQP手册。
其他公司的标题栏参考:

1.4.2 标题栏中的内容尽可能多的与3d图中关联
就作者所学,2d工程图中的属性都可以在SolidWorks中与3d图关联。
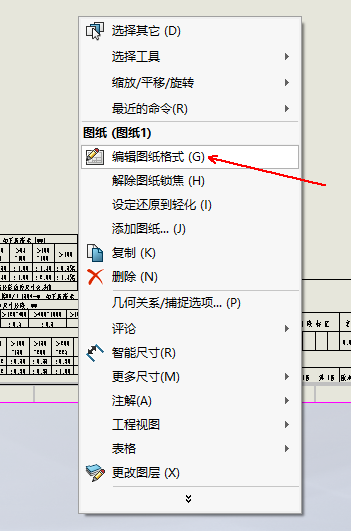
剩下的内容就可以在模板中定制或自己进行图纸格式编辑。
SolidWorks标题栏编辑:右键-编辑图纸格式,编辑完后可以点右上角图标返回。
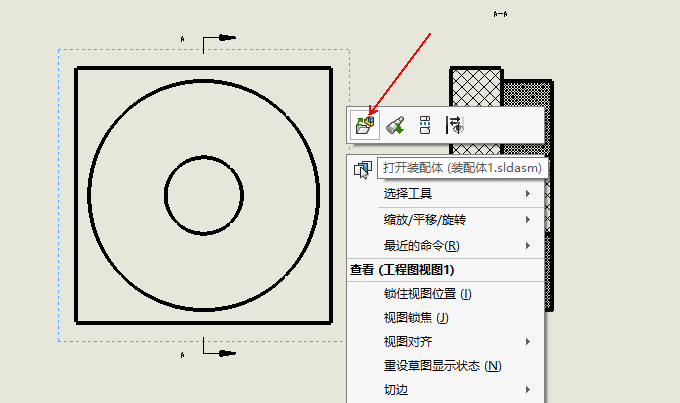
1.4.3 所有修正尽可能在3d图中进行
不单是标题栏中内容,还包括材料剖面线等。
--这是为了保证3d图与2d图的一致性。
SolidWorks零部件修正:选中零件图形--右键--打开零部件,编辑完后保存3d图,刷新工程图即可。
1.5 填写技术要求
1)产品及零、部件,当不能用视图充分表达清楚时,应在“技术要求”标题下用文字说明,其位置尽量置于标题栏的上方或左方。
2)技术要求的条文应编顺序号,仅一条时,不写顺序号。
3)技术要求的内容应符合有关标准要求,简明扼要,通顺易懂,一般包括下列内容:
a) 对材料、毛坯、热处理的要求(如电磁参数、化学成分、湿度、硬度、金相要求等);
b) 视图中难以表达的尺寸公差、形状和位置公差,表面粗糙度等;
c) 对有关结构要素的统一要求(如圆角、倒角、尺寸等);
d) 对零、部件表面质量的要求(如涂层、镀层、喷丸等);
e) 对间隙、过盈及个别结构要素的特殊要求;
f) 对校准、调整及密封的要求;
g) 对产品及零、部件的性能和质量的要求(如噪声、耐振性、自动、制动及安全等);
h) 试验条件和方法;
i) 其他说明。
4)技术要求中引用各类标准、规范、专用技术条件以及试验方法与验收规则等文件时,应注明引用文件的编号和名称。在不致引起辨认困难时,允许只标注编号。
5 )技术要求中列举明细栏内零、部件时,允许只写序号或图样代号。
注:新产品开发中的技术要求非一蹴而就,可根据要求而逐条添加;基本的技术要求,作者会在总章分享中给出。如下图:
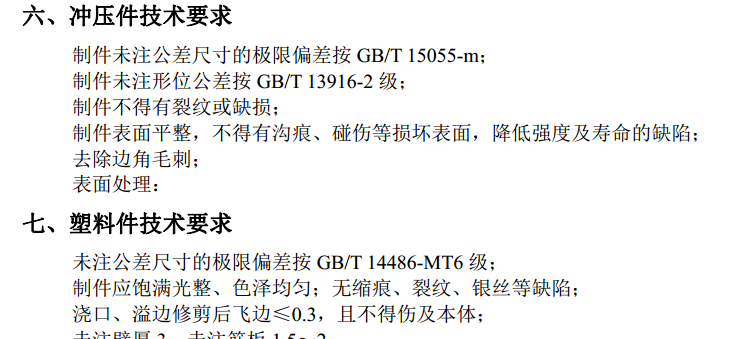
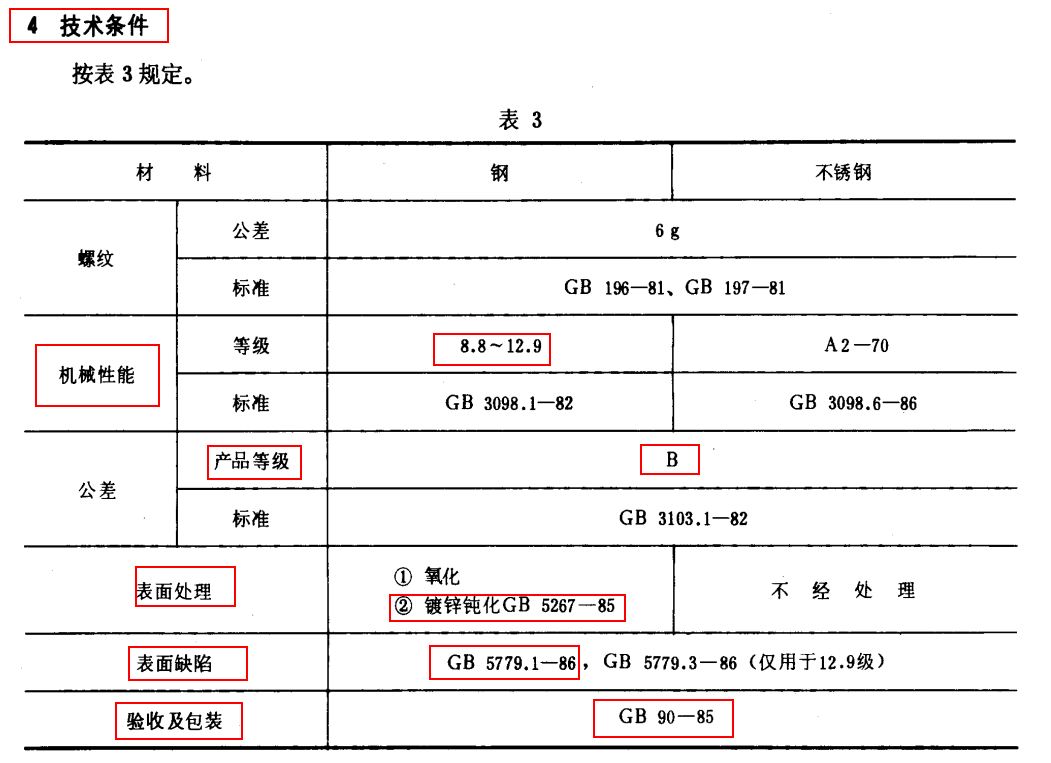
如果是标准件的技术要求,可以查看对应的标准和机械手册:
1.6 进行全尺寸标注
1.6.1 标注尺寸的基本要求
①正确:要符合国家标准的有关规定。
一是要符合制图标准:这一条在3d绘图软件的帮助下,已经变得十分简便。不需要像手工绘图一样,要画图,先把国标背下来。还记得作者在大学里学习手工绘图时,为了把箭头画成合适的形状而痛苦了好久。但作者希望同行业的工程师有空的话,还是去机械设计手册上看看绘图的规范。
二是要符合可靠性等标准:建议参考JB5054,例如装配要求必须标注装配尺寸。
②完全:要标注制造零件所需要的全部尺寸,不遗漏,不重复。
这一条争议较大,作者的意见是,在保证机械工程师的利益下,全尺寸标注。
③清晰:尺寸布置要整齐、清晰,便于阅读。
现有3d软件的自动标注可以做到全尺寸标注,却很难做到清晰这一条,所以作者暂时不打算推荐全部靠软件进行全尺寸标注
④合理:标注的尺寸要符合设计要求及工艺要求。
不要故意去标注不符合现有制造工艺的尺寸和公差,被供应商看破后宰你一刀。
1.6.2 尺寸标注的重要性
绘制机械图纸的最终目的是让制造者加工出合格的机械零件来。尺寸是加工零件的重要依据,尺寸标注不全或不准确都会难以生产或造成废品。
尺寸标注不全、不准确、不清晰的图纸,是废纸,它对制图来说完全没有价值。--在3d与2d混合的时代,这句话很有争议。但本质上是对的。哪怕制造运用的3d图,那也要3d图全尺寸标注。只不过现在设计以外的人员不知道罢了。
1.6.3 为什么现在大家都不希望全尺寸标注了
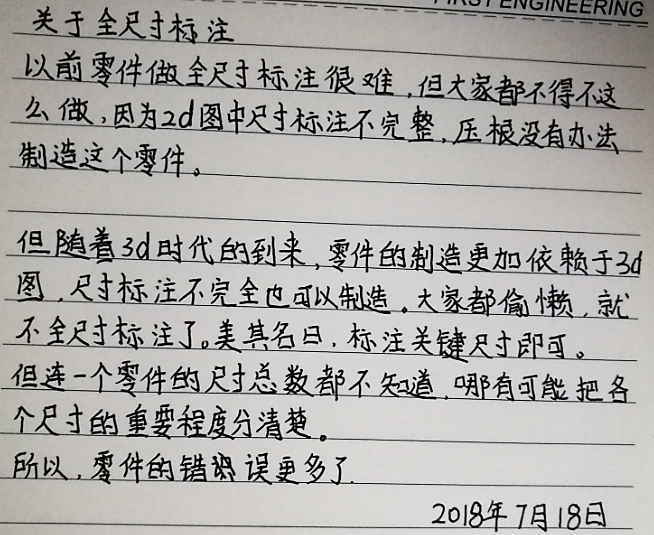
上述的全尺寸标注描述是作者写的。现在大家为什么不愿意干全尺寸标注,说白了是因为不值得罢了。
1.6.4 全尺寸标注方法
作者个人秘传,保证菜鸟照做也能学会。但作者不强推。
具体方法见本文第2小节。
1.7 公差的标注
尺寸与公差标注本是一体的,完全可以一边标尺寸一边标公差。但作者为了减少制图难度,建议新手工程师可以先标尺寸,再标公差。
公差标注也并非一簇而就之事,作者给出一个自己总结的步骤,如下。
1.7.1 公差标注的步骤全解
1)确认全尺寸标注完毕
作者见过很多次这种情况,制造或装配人员,按照3d图纸把产品轮廓做出来了,拿出工程图纸一对,发现根本没有这个尺寸,更别提公差了,从哪里检测都没有头绪。然后又重新发回图纸,再追加尺寸和公差,再制造确认等,循环往复。但如果给出全尺寸,就算未标注公差,制造、检测人员也可以按照未注尺寸公差来做,后期就算更改,花的时间和成本也会少的多。当然,这个时候就要给结构工程师加压力了。如果只有压力而没有时间且没有报酬的话,那么一般的结构工程师会╮(╯▽╰)╭。
2)确认设计要求,分层级先后给出关键尺寸、重要尺寸、一般尺寸的公差
零部件图纸所有尺寸都有了。再依据设计要求,分层级先后给出关键尺寸,重要尺寸、一般尺寸的公差。
什么是关键尺寸、重要尺寸、一般尺寸?请看下一个质量特性重要度小节。
初步给出公差是:一般关键尺寸和重要尺寸都给出工艺能力下最小的值。一般尺寸可给出,也可以由未注尺寸公差给出。
但本质上,公差的大小未必和尺寸的关键与否,并非是绝对挂钩的。举例说就是有产品公差很大但做差会爆炸,有产品公差很小做差屁事也没有。所以才有了质量特性重要度的标准和标注方法,要看尺寸关键与否是看重要度符号的。
而合理的公差还是要靠产品优化设计和公差分析来统一给出。
3)定义未注尺寸公差
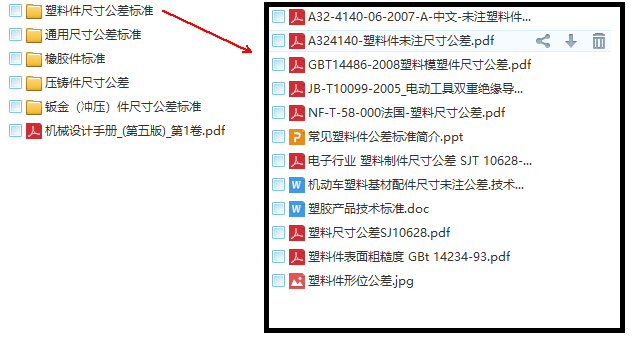
请查看对应的国标,各个工艺的未注尺寸公差的定义都不一样。
作者会在DFM章节会给出各种工艺公差的国家标准。
4)公差分析完毕后,重新定义一部分尺寸公差
这是优化设计的内容,在DFMA,DFMEA之后。整体的公差分析会对产品有提升左右,个别尺寸的公差分析常常只能拆东补西。当然,比没有好。
1.7.2 作者关于公差标注的要求
1)公差标注一律使用对称公差!公差标注一律使用对称公差!(如±0.1即对称公差)--除非极其极其特殊的情况,这很重要,说两遍。这与3d模型要预留合理间隙一体两面。
//进一步的原因会在公差分析、样品制作、模具设计制作、CPK等章节详细叙述。
2) 公差标注是根据现工艺实际制作能力而定,在设计时公差一开始标注可略小,后期根据公差分析可略放大,只有公差尽可能大而产品质量优秀才是真本事;
但绝对不要把有夸张的公差的图纸给供应商,这样只能让别人看轻你,顺便把你当猴耍,当肥羊宰。作者切肤之痛,这里特的注明。
拿去加工的图纸,公差只能是合适的!!
3)形位公差的标注实际上就是草绘中的位置约束,比较困难,可根据原有图纸而定,不过不要全信(也许标原图纸的人是个小白)。建议系统学习国标和GD&T的标准,再做决断;
4)公差标注后尽可能与公司检测部门商议一下,使公差的标注与公司的检测能力匹配。
5)形位公差的学习,可参考本博客GD&T章节内容,其中有通用公差规则。
1.8 质量特性的重要度标注
有些尺寸或技术要求等影响人身安全事故,丧失产品主要功能,严重影响产品使用性能和降低产品寿命等,需要标注重要度分级级别符号;
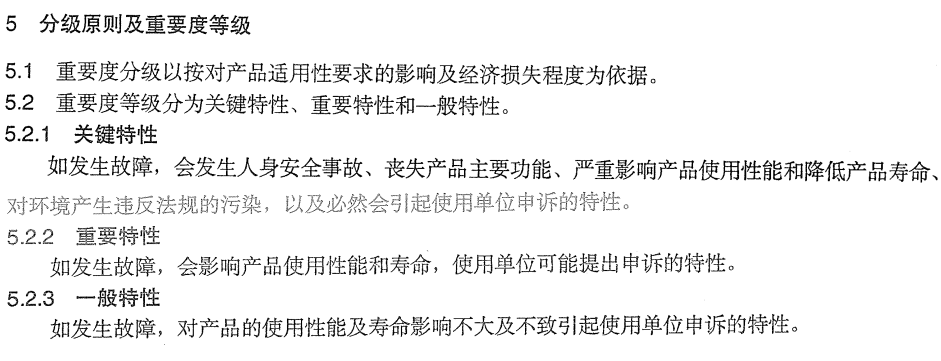
1.8.1 相关标准
JB/T 5058-2006 机械工业产品质量特性重要度分级导则;
对标准的摘录如下:



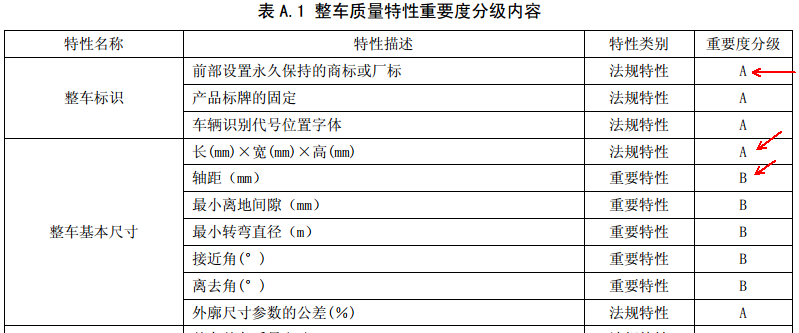
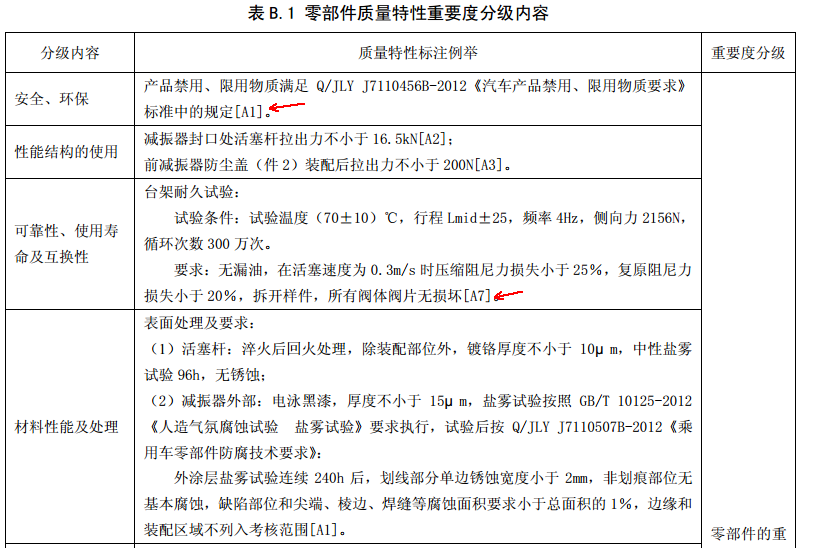
1.8.2 重要度的企标划分
重要度标注的主观影响比较严重,所以,一些车厂会对重要度进行更加详细的定义,帮助工程师进行标注,这是十分不错的。
如下图所示:
1.8.3 重要度与DFMEA
重要度分级表和DFMEA严重度及分类栏息息相关,具体内容请查看
高阶篇:4.2.4)DFMEA严重度S(+分类e)、频度O、探测度D、风险优先系数RPN
这一章节。
1.8.4 重要度与主观影响
从作者的角度看,质量特性重要度分级标注其实是有一定主观性质在内的。
原因有三:
①并非所有图纸都有质量特性重要度分级标注。很多图纸都没有!作者肯定是不相信那些图纸都有对应的质量特性文件。
②关键特性的控制上是有争议的。作者听一位GM工程师的讲座时,他的建议是一张图纸最多只标注一个关键特性。但事实上一张图纸的关键特性常常有很多!
③如果按照标准定义的话,材料的牌号一定算是关键特性了(Rohs,Reach的违反),但作者至今还是未曾见到哪张图纸上的标注。
1.9 其他
在行业标准JB5054中指出了一个产品需要哪些图纸,一张图纸需要哪些内容。所以,一些图纸不是说标注了公差后结束了,还需要做很多事。比如:
1)装配图的明细栏
在国标中明细栏宽度和标题栏一致,挂上去就行了。
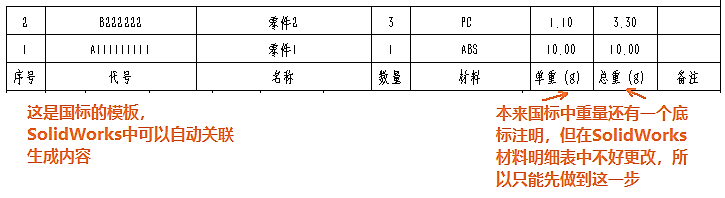
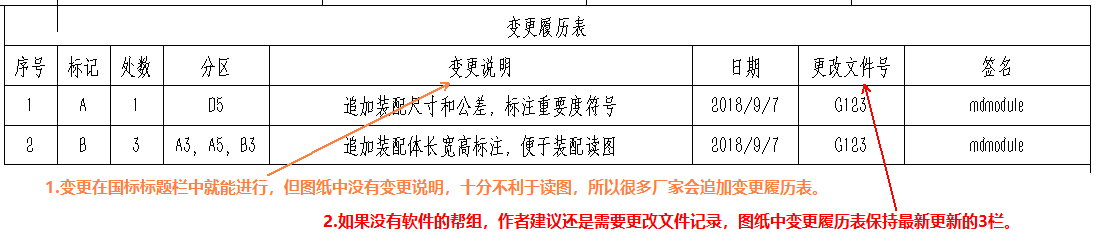
2)变更履历表
3)3d示意图
4)未注公差列表
未注公差可以在技术要求中给出,但为了方便检测,希望也能在图纸中给出简单的表格。

2.全尺寸标注方法具体步骤
这是作者个人密传,本质是依靠3d软件的帮助,将草绘的完全定义转为工程图的全尺寸标注。所以比靠经验来进行全尺寸标注来的可靠的多!即是是个菜鸟,运用这种方法,也能进行全尺寸标注。
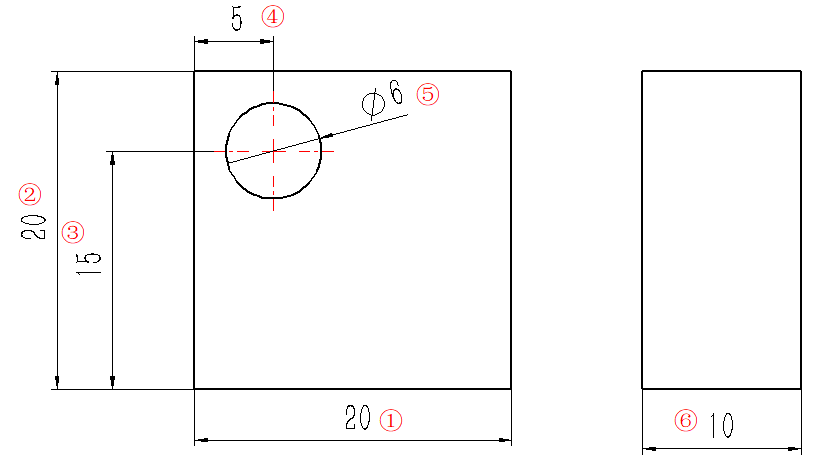
2.1 3d图纸完全定义后,提出所有草图的尺寸
如下图所示,草绘呈现黑色,是完全定义的。
其中草绘尺寸5个,拉伸尺寸1个,总共6个尺寸。所以工程图纸的尺寸总数目也是6个。
另一个拉伸为完全贯穿,所以不需要标注,这也是3d绘图功底的差别

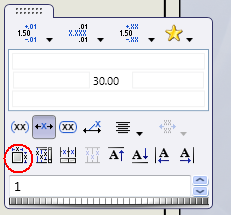
2.2 提出的草绘尺寸标注在工程图上
将草绘图尺寸一一对应标注在工程图上,再标注特征成型所带来的尺寸。
如下体所示,标注6个。
2.3 在尺寸数目不变的情况下,优化尺寸标注
这一步是公差标注与其优化,前提是尺寸的数目不变。就算是尺寸公差优化为形位公差,也要保持基本的尺寸不变。
如下图所示,尺寸仍然是6个。

2.4 全尺寸标注的作者小结
①作者能做到全尺寸标注,靠的是软件的帮助而非经验,所以才能真正保证是全尺寸标注;
②完整的尺寸标注可以让绘图人员根据2d图再次绘制成3d图--这也是检查2d图绘制的好坏与否的好方法;
③完整的尺寸标注为后期FAI/cpk等工序带来方便;
④完整的尺寸标注为公差分析及尺寸优化奠定基础。
尤其是自己做他人的图纸的公差分析时,发现图纸上根本没有对应尺寸,尤其痛苦,作者的经历。这时候还要一点点和别人确认尺寸,修正图纸等╮(╯▽╰)╭。
3.附加的内容
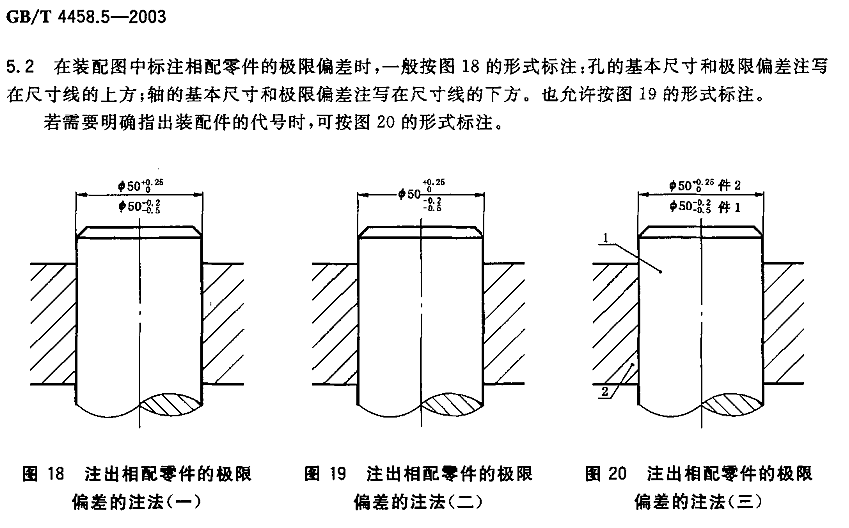
3.1 附加1:装配图尺寸的标注
3.2 附加2:软件新功能的关注
一些软件更新的功能,如自动排列尺寸,需要关注,这种更新是非常节省劳力甚至可以取代我们的工作的。