进阶篇:3.10)铝型材(铝挤)件设计;
本章目的:设计符合铝型材(铝挤)工艺要求的零件。
1.概念
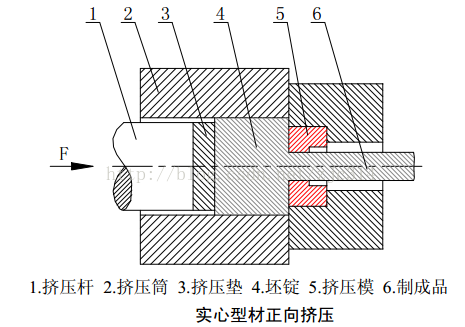
铝型材是通过把加热到一走温度的铝坯锭放在挤扭机的挤压筒中,挤扭机的扭力通过挤 压杆、垫片作用在坯锭上,迫使金属流出挤压模,从而获得所需形状、尺寸、性能的制品。


2.铝型材常用材料及供货状态
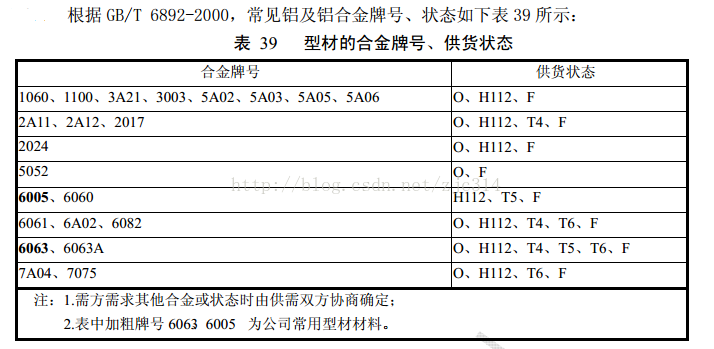
6063是镁系列铝合金,具有良好的可挤压性,可以挤压各种截而复杂的型材,中等强度,可以满足各种机械加丄的技术要求;适宜的物理特性,内部组织致密、具有良好的导电、 导热性能,较好的耐蚀性、及接受阳极氧化的良好能力。主要用于插箱横梁、小面板、散热 器、把手和导轨等。
6005是镁系列铝合金,强度和硬度高于6063,适宜的物理特性,内部组织致密,具有 良好的导电,导热性能,较好的耐触性,及接受阳极氧化的良好能力。6005主要用于6063无法满足强度和硬度要求的场合,如插箱横梁,可减轻扳手啃咬型材现象,但6005型材加工的成型非常困难,一般的型材厂家不能加工,只有少数厂家能加工,且尺寸精度不易控制。
3.铝合金型材零件的加工
1)铝合金型材零件的加工精度:
铝合金型材零件一般情况下,根据 GB/T14846-93标准中的高精度要求加工,有特殊求可按超高精度要求进行加工。2)铝合金型材零件的表面粗糙度:
型材表面(氧化处理前表面)粗糙度,一般情况下,装饰面表面粗糙度 Ra取0.8um; 非装饰面表面粗糙度 Ra取1.6um。3)铝合金型材零件的切削加工:
根据铝合金型材的形状,型材后续一般进行铣削、车削加工和钻削加工,对于一些面横梁型材上方孔和异形孔需要进行模具冲压加工(批量大时)或线切割加工。型材切削面粗糙度应根据设计需要一般 Ra取6.3um或3.2um。4.铝合金型材零件的表面处理
1)铝合金型材零件的表面化学处理
根据设计需求,铝合金型材零件的表面化学处理可分为导电氧化和非导电氧化.2)铝合金型材零件的非喷涂的表面处理
对于铝合金型材零件的非喷涂表面,在加工、装夹和搬运途中产生的磕碰划伤等,为了掩饰这些轻微的划伤,根据需要铝合金型材表面进行喷砂处理。喷砂按纹理粗细分为两种:粗纹和细纹,一般选用细纹。5.铝型材(铝挤)件设计指南:
铝型材一般不会从零开始设计,而是采用定制标准件的方式。
例如:一般的工装设备类的产品会用到定制长度的铝型材特别多。
选用的要求如下:
1.型号:欧标或国标,欧标明显好些。
2.长度;
3.材料牌号;
4.加工精度;
5.表面处理;
6.后处理要求;
7.其他特殊要求;
下面是本章对应的网盘资料:
自己生活会变的更开心