高阶篇:4.1)QFD质量功能展开-总章
本章目的:了解QFD概念和作用,为FMEA打下基础。
1.QFD定义
质量功能展开QFD(Quality Function Deployment),是把顾客或市场的要求转化为设计要求、零部件特性、工艺要求、生产要求的多层次演绎分析方法。
美国人用易于理解的比喻来-“质量屋”来描述质量功能展开。典型的QFD举例如下图:
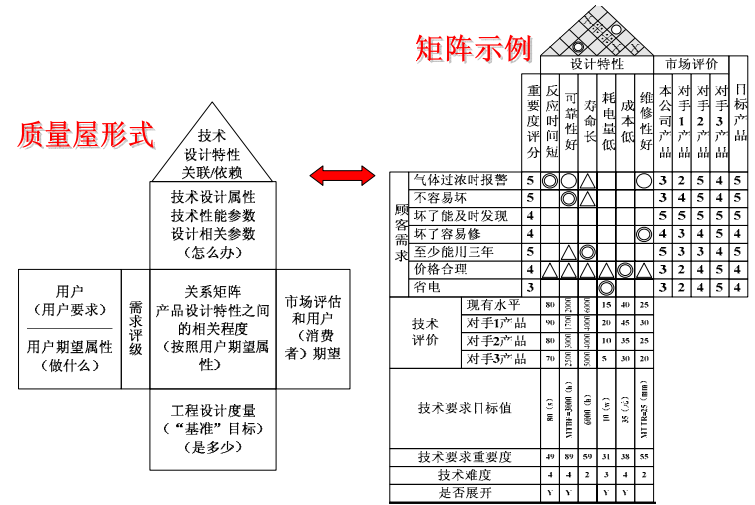
QFD是质量展开( Quality Deployment,QD)与狭义质量机能展开(质量职能展开)的总称。
世界质量权威学者,QFD创始人赤尾洋二院士对质量展开的定义:“将顾客的需求转换成代用质量特性,进而确定产品的设计质量(标准),再将这些设计质量系统地(关联地)展开到各个功能部件的质量、零件的质量或服务项目的质量上,以及制造工序各要素或服务过程各要素的相互关系上。”它是一种系统化的技术方法。
狭义质量机能展开(职能展开),由水野滋博士定义为:“将形成质量保证的职能或业务,按照目的、手段系统地进行详细展开。”它是一种系统化的管理方法。
两者的关系如图5-10所示

2.质量功能展开(QFD)的起源、历史
质量功能展开(QFD)由赤尾洋二和水野滋两位日本教授于上个世纪六十年代作为一项质量管理系统提出, 目的是为了设计、生产充分满足顾客需求的产品和服务。
在产品或服务的开发过程中,公司要聆听“顾客的声音”。 赤尾洋二、水野滋以及其他一些日本质量管理专家已经开发了一系列QFD配套管理工具,使之成为质量管理和保证顾客满意度的综合系统。
具体时间表如下:
二战(1939年9月1日—1945年9月2日)后,统计质量控制(Statistical Quality Control)技术深深扎根于日本的制造业。 与质量控制活动成为企业经营管理极为重要的一个组成部分。 最终演变成为众所周知的TQC(全面质量控制)与TQM(全面质量管理)。
赤尾洋二、水野滋打算更进一步,发明一种质量管理方法,能够于产品被生产出来之前就体现出顾客需求,从而确保顾客的满意度。 原有的优先质量控制法(Prior Quality Control)针对的是产品制造过程中或生产完结后发现的质量问题。
赤尾洋二于1965年至1967年在松下电工工作这段时间,开始着手研究QFD。
1966年,普利司通轮胎公司(Bridgestone Tires)的Kiyotaka Oshiumi首次将QFD应用于实践,他使用鱼骨图(fishbone diagrams)将顾客的需求(结果)转换成所需控制及测量的质量特征及流程因素(成因)。
到了1972 年,三菱重工的神户造船厂使用QFD来设计油轮,并对鱼骨图进行了发展。专家们发现,每一种结果共享多种成因,因此可以用数据表或矩阵来代替鱼骨图。在此例中,各行被用来描述顾客需求所要达到的结果,各列则用来描述所需控制及测量的成因。 同时, Katsuyoshi Ishihara引入了价值工程原则(Value Engineering Principles),用以描述一个产品的设计与其作业流程的价值。 他并将其展开描述为用以保证设计流程本身质量的企业功能需求。
整合了所有这些新的理念,QFD最终发展成为一项产品设计及其流程本身的质量控制系统。
1983年,当美国质量控制协会在其会刊上发表了赤尾洋二的著作后,QFD被介绍到了美国和欧洲。 随后剑桥研究中心(现名为Kaizen研究院)邀请赤尾洋二赴芝加哥做关于QFD的演讲。
3.质量功能展开(QFD)的优势和局限
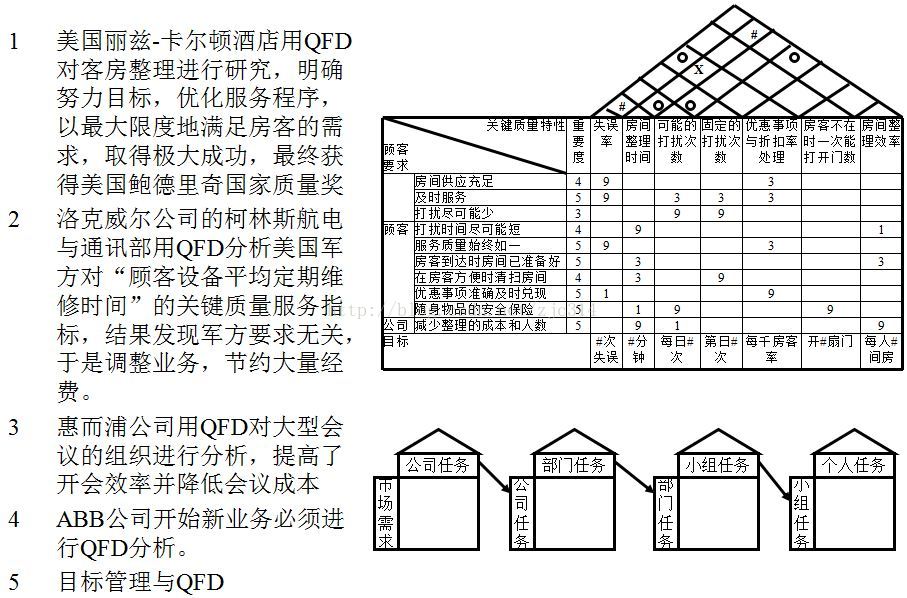
实施质量功能展开后,企业收到的效益是巨大的。日本丰田公司应用质量功能展开技术后,从1979年10月到1984年4月间,开发新的集装箱车辆费用累积降低61%,产品开发周期减少1/3,而质量有较大的提高。
质量功能展开(QFD)是一种系统性的决策技术。
在设计阶段,它可保证将顾客的要求准确无误地转换成产品定义(具有的功能、实现功能的机构和零件的形状、尺寸、公差等);
在生产准备阶段,它可以保证将反映顾客要求的产品定义准确无误地转换为产品制造工艺过程;
在生产加工阶段,它可以保证制造出的产品完全满足顾客的需求。
在正确应用的前提下,质量功能展开技术可以保证在整个产品寿命循环中,顾客的要求不会被曲解,也可以避免出现不必要的冗余功能,还可以使产品的工程修改减至最少,也可以减少使用过程中的维修和运行消耗,追求零件的均衡寿命和再生回收。正是由于这些特点,质量功能展开真正可以使制造者以最短的时间、最低的成本生产出功能上满足顾客要求的高质量产品。
3.1 QFD法的优势(优点)
QFD既积极寻求顾客明确告知的需求,又努力发掘没有言传的顾客需求,并尽可能最大化能够为顾客带来价值的“积极的”质量,如简便易用,制造快乐,产生豪华感等。 传统质量系统的目标是最小化“消极的”质量如产品缺陷、服务不佳等。
不同于传统的设计流程集中于工程技术性能而较少关注顾客需求,QFD以满足顾客需求为基础,关注产品发展的各个环节。
QFD使得那些无形需求和公司的战略优势清晰可见, 进而使得公司能够对它们进行优先考量。
减少设计时间。
减少设计变动。
减少设计和制造成本。
提高产品质量。
提高顾客满意度。
有资料显示,通过采用QFD,丰田公司减少了61%的启动成本损失。 马自达公司减少了半数的最后设计变更,等等。
3.2 QFD法的局限(缺点)
①作为一项由日本人开发的管理技术,QFD在西方企业环境和文化下的应用,可能会出现水土不服的问题。
②顾客感知是通过市场调研获得的, 一旦市场调研不准,其后的所有分析结果只会给公司带来灾难。
③今天,顾客的想法和需求瞬息万变。 作为一项综合管理系统和结构化的质量控制方法,要顺应如此快速的市场变化,比较复杂。
//后两项和大数据统计结合,再将QFD和模块化设计无缝对接,应该有不错的产品。当然需要一系列的工业软件辅助。
4.QFD展开模式
自20世纪60年代到20世纪90年代前后,QFD逐渐形成了三种被广泛接受的不同模式,即综合QFD模式(赤尾模式)、美国供应商协会(American Supplier Institute,ASI)模式和成长机会联盟/质量与生产力中心( Growth Opportunity Alliance of Lawrence/ Quality, productivity Center, GOAL/ QPC)模式。
三种模式代表了QFD研究和实践的基本形式,它们之间既有联系又有区别。三种模式都采用了直观的矩阵展开框架,其中综合QFD模式是起源,而ASI模式和GOAL/QPC模式则是由此演变而来。
4.1 综合QFD模式
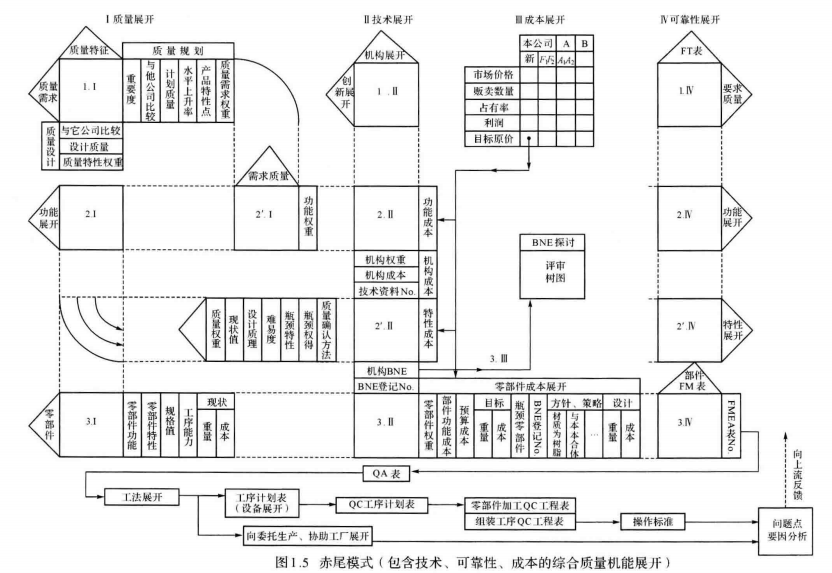
综合QFD模式是1983年由赤尾洋二提出的,因此也被称为赤尾模式,它共有64个工作步骤。该模式以设计阶段为中心,包括质量展开、技术展开、成本展开和可靠性展开。赤尾模式是质量机能展开发展史上的里程碑。如图1.5所示:
就作者的想法而言,这种未简化的方式,更能贴近设计的核心(虽然一定很烦)。
4.2 ASI模式
综合QFD模式(赤尾模式)引入美国后,被简化为四个阶段。这种由ASI倡导的四阶段展开方法,它从顾客需求开始,依托四个矩阵完成四阶段展开,最终得出产品的工艺和生产(质量)控制参数。ASI四阶段模式如图5-16所示。
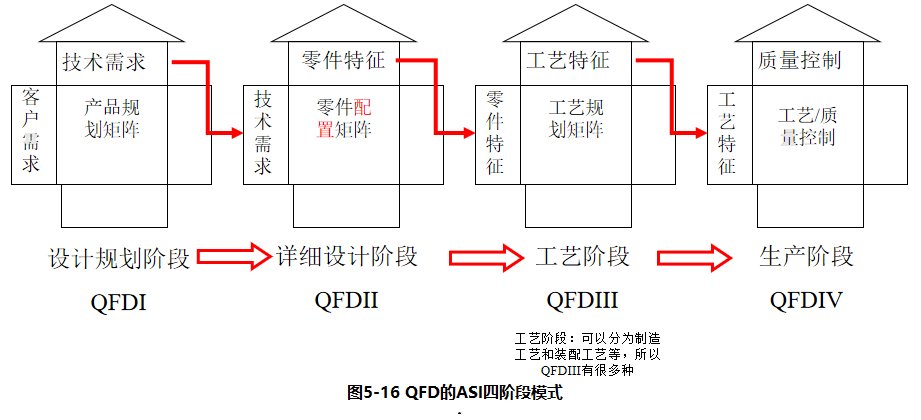
ASI模式中的四个阶段分别是:
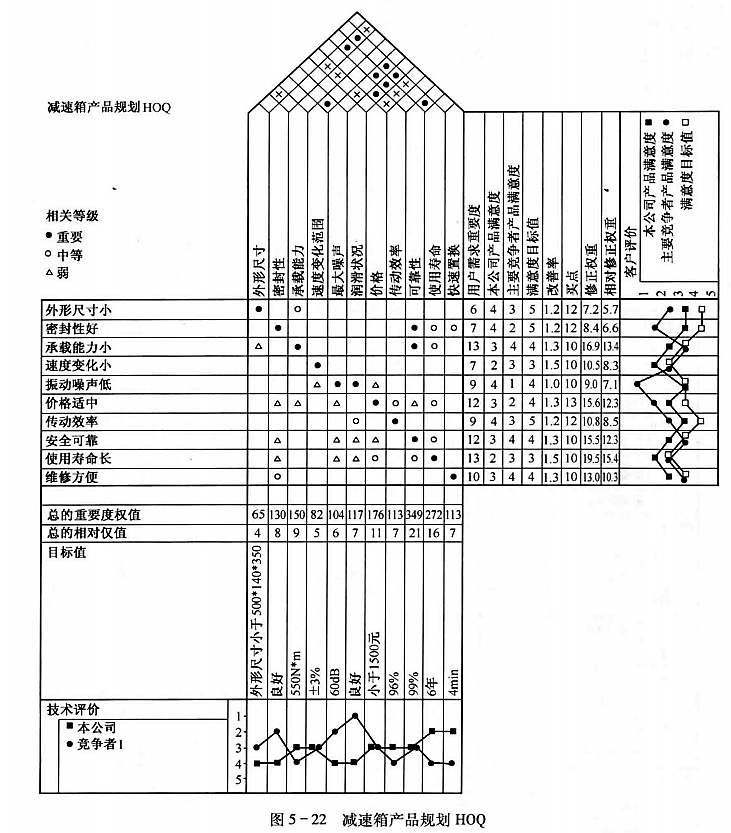
1)产品规划阶段QFDI
通过产品规划矩阵(质量屋),将顾客需求转换为质量特性(产品特征或工程措施),并根据顾客竞争性评估(从顾客的角度对市场上同类产品进行的评估,通过市场调查得到)和技术竞争性评估(从技术的角度对市场上同类产品的评估,通过试验或其他途径得到)结果确定各个质量特性(产品特征或工程措施)的目标值。
QFDI为QFD第一阶段:作用是产品策划将根据顾客要求(即顾客呼声)转化为相应的控制特性或设计要求。即输入为客户需求(Customer Needs),输出为设计要求(Design Feature);
产品的总设计要求,由QFDI明确。
这里又两点需要注意:
①QFDI并没涉及到零件的概念。
②QFDI并非QFD的全部(很多资料介绍QFD就是却只介绍了QFDI的作用,容易让新手产生误会)
QFDI的例图如下图5-22所示。
2)零件配置阶段QFDII
利用前一阶段定义的质量特性(产品特征或工程措施),从多个设计方案中选择一个最佳的方案,并通过零件配置矩阵将其转换为关键的零件特征。
QFDII为QFD第二阶段:输入为设计要求(Design Feature),输出为零件特征(Part Characteristic),作用是将设计要求分配到每一个部件,零件,直至最小特征中去;
所谓的零件特征(Part Characteristic),参见:
基础篇:2)基于特征设计概念介绍
QFDII的作用是分配,注意,是分配。
所以针对每一个零件的设计要求,就可以用QFDII得到。(这个比用感觉来判断零件设计要求有用的多)
QFDII的例图如下图5-23所示:
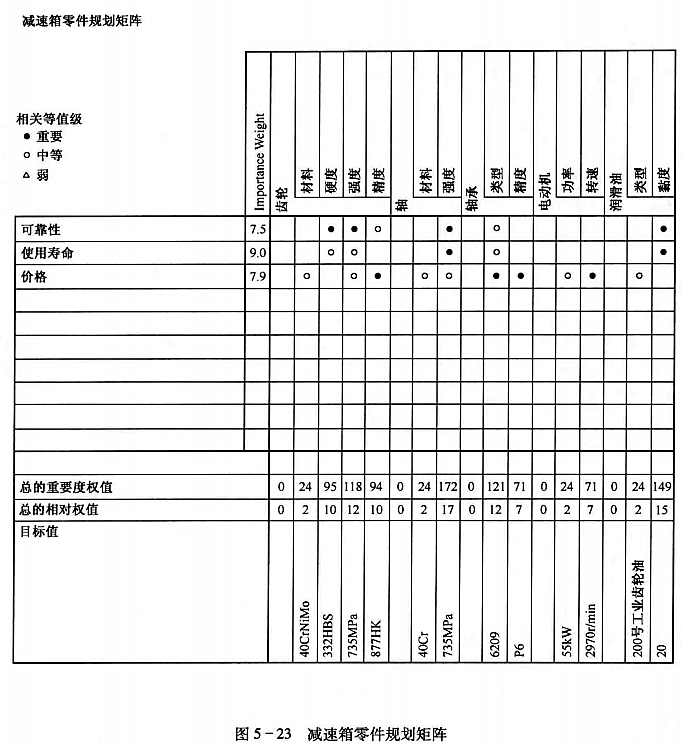
当然,这只是一个简化的版本,作者推荐的是,每一个零部件都对应一张QFDII。
QFDII可以引出DFMEA,每一张QFDII对应一个DFMEA。
3)工艺设计阶段QFDIII
通过工艺设计矩阵,确定为保证实现关键的质量特性(产品特征)和零件特征所必须保证的关键工艺参数。
QFDIII为QFD第三阶段:输入为零件特征(Part Characteristic),输出为工艺特征(Process Characteristic)。
QFDIII的例图如下图5-24所示:

QFDIII可以引出PFMEA,每一张QFDIII对应一个PFMEA。
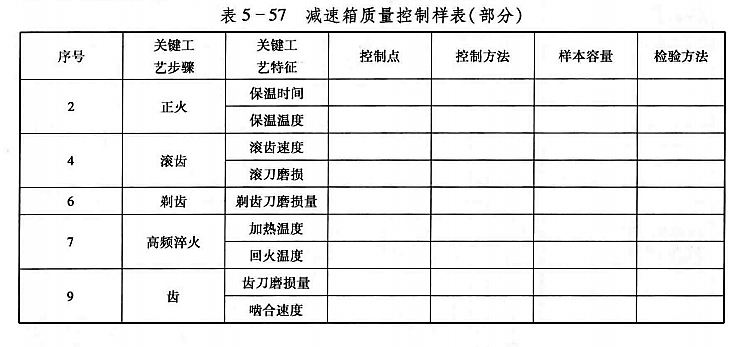
4)生产(质量)控制阶段QFDIV
通过生产控制矩阵将关键的零件特征和工艺参数转换为具体的生产(质量)控制方法或标准。
QFDIV为QFD第四阶段:输入为工艺特征(Process Characteristic),输出为质量控制特征(Quality Control Characteristic)。
QFDIV的例图如下图5-57所示。
 57
57
4.3 GOAL/QPC模式
GOAL/QPC模式由劳伦斯成长机会联盟/质量与生产力中心的创立者 BooKing提出,他认为QFD系统包含了包括生产商和供应商在内的所有成员。该模式包括30个矩阵,它的内容涉及产品开发过程诸方面信息。
这种模式暂时不介绍,用的方面很少。
4.4 本博文QFD内容
作者作为产品结构设计人员,本博文只讲解ASI模式中QFDI和QFDII的制作方法,因为这个和结构设计一体两面,息息相关的。QFDIII以后其实有很多个版本了, 涉及制造、装配、检验、仿真、质量控制等环节,暂时不讲。有兴趣的人可自学。
QFDI和QFDII,作者会在分章节中再描述。特别是QFDII的分章节,作者会专门一章章来描述产品层级、部件层级、零件层级是怎样制作的,帮助读者做完一整个产品的QFDII。这才是结构工程师最该做的大工作量。
4.4 ASI模式中QFD的四阶段可以剪裁和扩充。
常用的ASI模式中,并不是所有的质量功能展开都需要严格的按照上述四个阶段。根据具体的情况,QFD的四个阶段可以进行剪裁或扩充。
如QFDII作用是将设计要求分配到每一个零件特征中去,可以按照装配级别,逐层分配。即将设计要求先分配到部件,再从部件分配到零件,最后从零件分配到特征。(作者也是这么干的,并非一步到位,但最可靠)
由此可推,像是QFDI没有办法将客户需求(Customer Needs)一步转换为设计要求(Design Feature)的时候,可以增加中间步骤的表格。
5.作者的目的
作者学习QFDI与QFDII的目的主要有两个:
1)找出产品中每个零件的完整设计要求
这是比较难的一点,实际上就算是一个资深工程师,也很难拿一张纸写出一个螺钉的所有的、完整的设计要求。但QFD这个方法却提供了这种可能,哪怕只是理论上的可能,也为一个公司打好了相当好的基础。
2)为完整的DFMEA的制作打好基础
做一份简易的DFMEA是比较轻松的--所有/重要的零部件失效模式都在一份DFMEA上表现。一般公司也只做到这种程度。如下图所示:
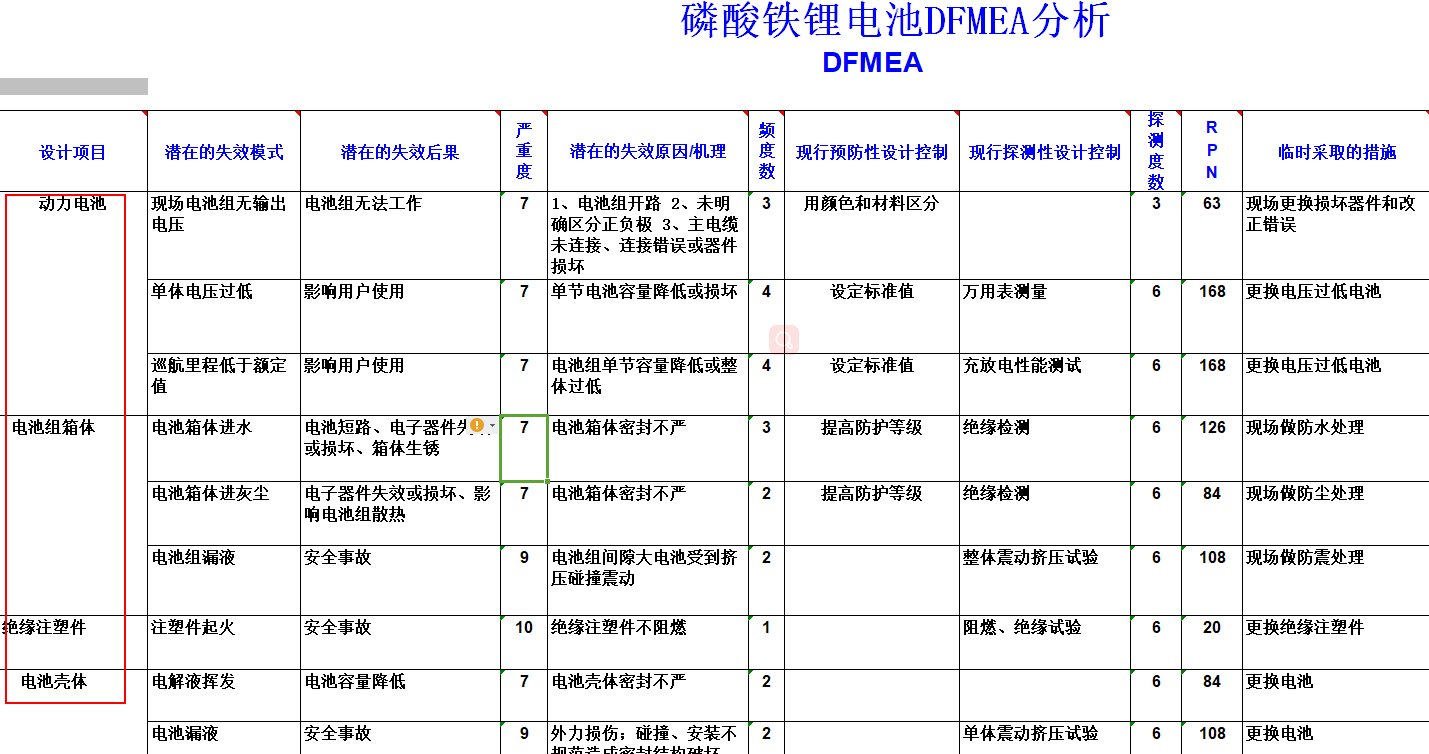
就作者观点,有一份这样简单的DFMEA的公司,在国内已经很不错了。
但做一份完整的DFMEA是十分困难的--每份图纸需要对应一张DFMEA,DFMEA之间有明显的层级关系。
只有拥有执念的工程师和公司,去真正追求精益求精的人,才会去追求这种方法吧。
为了明确这种层级的关系,指出失效模式在层级之间的传递,故可以先做QFDI和QFDII,搭建出DFMEA的骨架,为后期的DFMEA制作打下基础。
第五版的FMEA手册已经出来了,采用的是steps的方式,实际上和QFD有异曲同工的,质量管理人员可以关注一下。这种做法更加反应结构设计的本质。从作者看来,第五版怎么看都是冲着完整的DFMEA而去的。
6.QFD在不同行业的运用与杂谈
1)如图所示,QFD的运用不局限于机械行业。
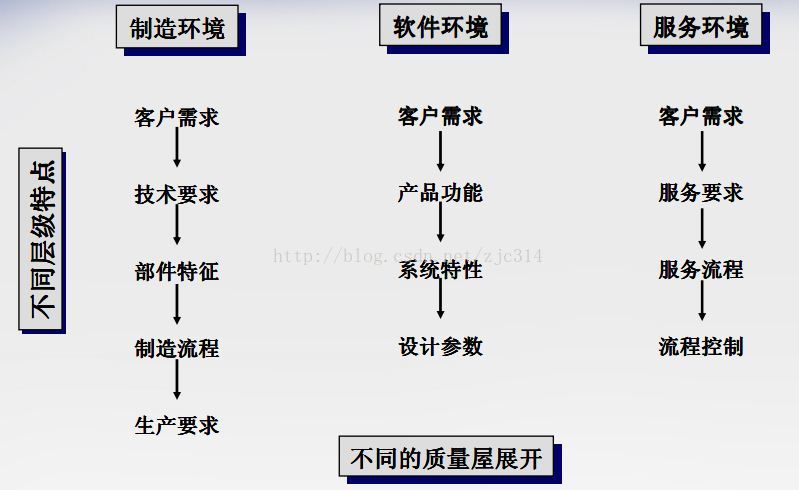
2)QFDI的作用大同小异,主要是将客户需求带入技术的世界。
3)软件行业实行QFD是为了追求高质量、无BUG的产品,视环境不同而不同。通常的软件当然是先上线后迭代,但如果搭载的平台是汽车呢,就不能接受一个可能出错的软件了。某TO拉车企就需要对软件进行质量控制。
4)服务业例子如下:
7.QFD章节对应的资料

链接:https://pan.baidu.com/s/13zrPTbEs3TG3NXzL2nCTUg?pwd=9d5r
提取码:9d5r